Pentru ce măsurători sunt utilizate?
După cum urmează din cele de mai sus, scopul manometrului este de a măsura adâncimea elementelor pieselor prin introducerea capătului tijei în canelură sau canelură. Este necesar ca capătul tijei să intre cu ușurință în zona studiată și să se potrivească perfect cu suprafața piesei. Prin urmare, tijele sunt fabricate dintr-un aliaj cu duritate crescută, iar pentru caneluri complexe și puțuri înguste, se utilizează inserții speciale - ace de măsurare și cârlige - din aceleași materiale.
Acest instrument este utilizat în cazurile în care este necesar pentru a obține dimensiunea exactă, iar utilizarea unui etrier sau micrometru este imposibilă datorită specificului formei piesei.
În același timp, este important să înțelegeți cum funcționează dispozitivul și să monitorizați eficacitatea utilizării acestuia. Există un test simplu de precizie: faceți mai multe măsurători la rând și comparați rezultatele.
Dacă diferența este de câteva ori mai mare decât limita de eroare permisă, atunci a fost făcută o eroare în timpul măsurătorilor sau dispozitivul a fost defect. Pentru calibrare, trebuie să urmați pașii descriși în metodologia de verificare aprobată de GOST.
- Pregătiți instrumentul pentru calibrare spălându-l pentru a îndepărta praful și resturile cu detergent.
- Asigurați-vă că respectă extern cerințele standardului, că piesele și cântarul nu sunt deteriorate.
- Verificați dacă cadrul se mișcă liber.
- Determinați dacă caracteristicile metrologice sunt în concordanță cu standardul. În primul rând, aceasta se referă la limită, eroare, domeniul de măsurare și lungimea surplombului brațului. Toate acestea sunt verificate cu ajutorul unui alt dispozitiv de lucru cunoscut și a unei rigle.
Deși pentru manometre mecanice de adâncime conform GOST, este declarată o limită de eroare de până la sutimi de milimetru, dacă aveți nevoie de precizie garantată, se recomandă utilizarea unui manometru cu un dispozitiv de citire de tip digital.
Cum se folosește?
Principiul de măsurare include câteva orientări practice care ar trebui aplicate pentru a obține rezultate exacte. Când măsurați, fixați cadrul cu un șurub, care este proiectat astfel încât să nu se miște accidental. Nu utilizați scule cu tijă sau vernier deteriorat (în cazul dispozitivelor digitale, pot exista defecțiuni mai complexe) sau cu un semn zero rupt. Luați în considerare expansiunea termică a pieselor (cel mai bine este să luați măsurători la o temperatură apropiată de 20 C).
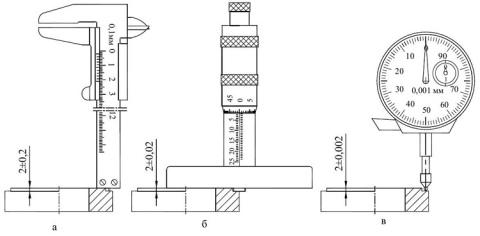
Când măsurați cu un manometru mecanic, amintiți-vă valoarea diviziunii. Pentru majoritatea modelelor, este de 0,5 sau 1 mm pentru scara principală și de 0,1 sau 0,5 mm pentru vernier. Principiul general este că numărul diviziunii vernierului, care coincide cu marca scalei principale, trebuie înmulțit cu prețul diviziunii sale și apoi adăugat la întreaga parte a valorii dorite.


Există mai multe reguli pentru utilizarea și stocarea dispozitivelor pentru a evita eșecul prematur al acestora:
- pătrunderea prafului și a particulelor solide între cadru și tijă poate provoca blocarea acestuia, așa că țineți instrumentul în carcasă;
- durata de viață a dispozitivelor mecanice este mai lungă decât a celor digitale, iar acestea din urmă necesită o manipulare mai atentă;
- computerul de citire și afișajul nu trebuie să fie supuse șocurilor;
- pentru o funcționare corectă, aceste componente trebuie furnizate de la o baterie cu un nivel normal de încărcare și / sau de la o sursă de alimentare funcțională.
În următorul videoclip veți găsi o prezentare generală a manometrului ShGTs-150.
Clasificare
Indicatoarele de înălțime sunt clasificate în funcție de diferite criterii. Prin design, se disting următoarele tipuri de dispozitive:
- vernier (SR) - acestea sunt cele care au fost deja descrise mai sus, adică seamănă cu un etrier;
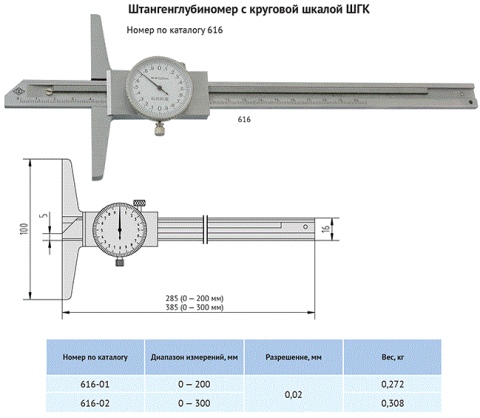
- cu o scară circulară (ШРК) - dispozitive cu o scară de referință circulară;
- digital (ШРЦ) - având indicatori de citire electronici.
În plus, aceste instrumente se disting în funcție de lungimea (înălțimea) maximă măsurată a pieselor. Acest parametru (în milimetri) este inclus în numele modelului instrumentului.
Și există, de asemenea, modele de manometre cu marcaje ShR-400, ShR-630 și multe altele. Modelul maxim cunoscut este SHR-2500.
Toate instrumentele sunt clasificate în funcție de clasa de precizie. De asemenea, este inclus în marcajele modelului. De exemplu, marcarea ШР 250-0.05 va însemna că acest model de manometru manual are o precizie de măsurare de 0,05 mm, după cum se indică în ultima figură (0,05). Acest parametru corespunde primei clase de precizie a instrumentului conform GOST 164-90. Intervalul acestei clase este de 0,05-0,09 mm. Începând de la 0,1 și mai mare - a doua clasă de precizie.
Pentru dispozitivele digitale, există o separare în conformitate cu așa-numita etapă de discreție - de la 0,03 la 0,09 mm (de exemplu, ShRTs-600-0.03).
METODE DE CONTROL ȘI TESTARE
4.1. Verificarea gabaritului de adâncime - conform GOST 8.163 și MI 965.
4.2. La determinarea efectului agitării transportului, se folosește un suport de șoc care creează o agitare cu o accelerație de 30 m / s la o frecvență de 80-120 bătăi pe minut în tabel. 2. Este permisă efectuarea de teste ale gabaritelor de adâncime prin transport pe un camion la o viteză de 20-40 km / h pe o distanță de cel puțin 100 km de-a lungul unui drum de pământ.
4.3. Impactul factorilor climatici ai mediului extern în timpul transportului este determinat în camere climatice în următoarele moduri: la o temperatură de minus (50 ± 3) ° С, plus (50 ± 3) ° С și la o umiditate relativă de (95 ± 3)% la o temperatură de (35 ± 5) ° C. Expunerea într-o cameră climatică pentru fiecare dintre cele trei tipuri de teste - 2 ore. După teste, eroarea măsurătorilor de adâncime nu trebuie să depășească valorile indicate în tabel 2. După menținerea manometrului în fiecare mod, este permisă păstrarea acestuia în condiții normale timp de 2 ore.
Specificații
Tabelul 1 - Caracteristici metrologice
|
Descrierea caracteristicilor |
Sens |
|||||
|
SHG- 160 |
SHG- 200 |
SHG- 250 |
SHG- 300 |
SHG- 400 |
SHG- 630 |
|
|
Domeniu de măsurare, mm |
de la 0 la 160 |
de la 0 la 200 |
de la 0 la 250 |
de la 0 la 300 |
de la 0 la 400 |
de la 0 la 630 |
|
Valoarea de citire în funcție de vernier, mm |
0,05 |
|
Descrierea caracteristicilor |
Sens |
|
|
SHG-SHG-SHG-TTTG-TTTG- 160 200 250 300 400 |
SHG- 630 |
|
|
Lungimea suprafeței de măsurare a cadrului, mm, nu mai puțin |
120 |
175 |
|
Abaterea de la planeitatea suprafeței de măsurare a cadrului, mm |
0,006 |
|
|
Abaterea de la planeitatea suprafeței de măsurare a suporturilor, mm |
0,004 |
|
|
Parametru de rugozitate al suprafeței de măsurare a cadrului, mm |
Ra |
|
|
Parametru de rugozitate al suprafeței de măsurare a tijei, mm |
Ra |
|
|
Distanța de la marginea superioară a marginii vernierului la suprafața scalei tijei de măsurare a adâncimii, mm, nu mai mult |
0,25 |
|
|
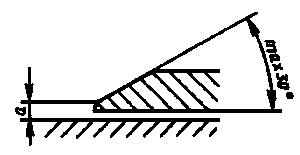
Unghiul planului scării vernier în raport cu planul scării tijei, °, nu mai mult |
30 |
|
|
Lățimea liniei barei și a cântarelor vernier, mm |
de la 0,08 la 0,20 |
|
|
Diferența de lățime a liniilor dintr-o scală și a liniilor cântarelor tijei și vernierului aceluiași ecartament de adâncime, nu mai mult, mm |
0,03 |
Tabelul 2 - Limite de eroare absolută admisibilă a manometrelor
|
Descrierea caracteristicilor |
Valoarea scalei |
|
|
0 la 400 mm incl. |
400 până la 630 mm |
|
|
Limite de eroare absolută admisibilă a indicatorilor de adâncime la temperaturi ambientale de la plus 10 ° C la plus 30 ° C și umiditate relativă de până la 80% la o temperatură de plus 25 ° C, mm |
±0,05 |
±0,10 |
Notă - eroarea este dată atât prin strângerea cadrului, cât și prin strângere. Tabelul 3 - Principalele caracteristici tehnice_
|
Modificare |
Dimensiuni generale (lungime x lățime x înălțime), mm, nu mai mult |
Greutate, kg, nu mai mult |
|
SHG-160 |
250x120x11.4 |
0,30 |
|
SHG-200 |
290x120x11.4 |
0,31 |
|
SHG-250 |
340x120x11.4 |
0,33 |
|
SHG-300 |
390x120x11.4 |
0,36 |
|
SHG-400 |
490x120x11.4 |
0,39 |
|
SHG-630 |
720x175x11.4 |
0,48 |
Specificații
Tabelul 1. Caracteristicile metrologice și tehnice de bază ale manometrelor cu tijă în versiunea standard_
|
Domeniu de măsurare, mm |
Valoarea de citire în funcție de vernier, mm |
Etapa de discreție a dispozitivului de citire digitală, mm |
Lungimea suprafeței de măsurare a cadrului, mm, nu mai puțin |
|
de la 0 la 150 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
de la 0 la 160 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
de la 0 la 200 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
de la 0 la 250 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
de la 0 la 300 |
0,02; 0,05; 0,10 |
0,01 |
102; 120; 175 |
|
de la 0 la 400 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
|
de la 0 la 500 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
|
de la 0 la 600 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
|
de la 0 la 630 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
|
de la 0 la 1000 |
0,05; 0,10 |
0,01 |
102; 120; 175 |
Tabelul 2. Principalele caracteristici metrologice și tehnice
indicatoare de adâncime cu bară în formă de L.
|
Domeniu de măsurare, mm |
Valoarea de citire în funcție de vernier, mm |
Etapa de discreție a dispozitivului de citire digitală, mm |
Lungimea suprafeței de măsurare a cadrului, mm, nu mai puțin |
|
de la 0 la 150 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
|
de la 0 la 160 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
|
de la 0 la 200 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
|
de la 0 la 250 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
|
de la 0 la 300 |
0,02; 0,05; 0,1 |
0,01 |
102; 120; 175 |
Tabelul 3. Limite de eroare absolută admisibilă a indicatorilor de adâncime la temperatura ambiantă (20 ± 5) ° С_
|
Adâncimea măsurată, mm |
Limite de eroare absolută admisibilă a gabaritelor de adâncime, mm |
|||
|
cu valoare de citire vernier, mm |
cu pas discret al dispozitivului de citire digital, mm |
|||
|
0,02 |
0,05 |
0,10 |
0,01 |
|
|
de la 0 la 100 incl. |
± 0,02 |
± 0,05 |
± 0,05 |
± 0,03 |
|
Sf. 100 - 200 incl. |
± 0,03 |
± 0,05 |
± 0,05 |
± 0,03 |
|
Sf. 200 la 300 incl. |
± 0,04 |
± 0,05 |
± 0,05 |
± 0,04 |
|
Sf. 300 la 400 incl. |
— |
± 0,05 |
± 0,10 |
± 0,04 |
|
Sf. 400 până la 600 incl. |
— |
± 0,10 |
± 0,10 |
± 0,05 |
|
Sf. 600 până la 800 incl. |
— |
± 0,10 |
± 0,15 |
± 0,07 |
|
Sf. 800 la 1000 |
— |
± 0,15 |
± 0,15 |
± 0,07 |






Abaterea de la planeitatea suprafeței de măsurare a tijei nu este mai mare de 0,004 mm. Abaterea de la planeitatea suprafeței de măsurare a cadrului nu este mai mare de 0,006 mm. Gama de temperatură de funcționare de la 15 la 25 ° C
Umiditatea relativă a aerului nu mai mult de 80% la o temperatură de 25 ° C.
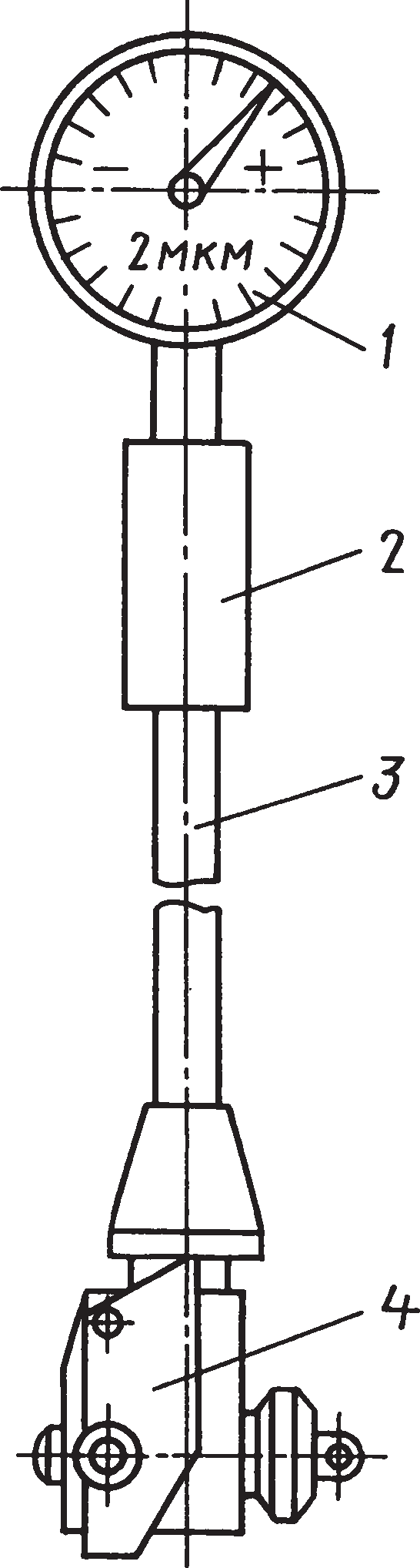
Naiba. 4
Naiba. 4
2.9.2. Distanţă A de la marginea superioară a marginii vernierului până la suprafața scalei barei nu trebuie să depășească 0,25 mm pentru ecartamentele de adâncime vernier cu o valoare de citire vernier de 0,05 mm și 0,30 mm pentru ecartamentele de adâncime cu o valoare de citire de 0,1 mm.
2.9.3. Dimensiunile barelor barelor și ale cântarelor vernier trebuie să corespundă cu următoarele: lățimea barelor este de 0,08-0,20 mm; vernierul unui gabarit de adâncime vernier nu trebuie să fie mai mare de 0,03 mm atunci când este numărat conform vernierului 0, 05 mm; 0,05 mm la citirea vernier 0,1 mm.
2.10. Cerințe pentru scala de apelare a dispozitivului de citire (tip ShGK)
2.10.1. Împărțirea scării trebuie să fie de cel puțin 1 mm.
2.10.2. Lățimea liniei scalei este de 0,15-0,25 mm. Diferența de lățime a liniilor corespunzătoare într-o singură scară nu trebuie să depășească 0,05 mm.
2.10.3. Lățimea săgeții deasupra semnelor de scară trebuie să fie de 0,15-0,20 mm. Capătul săgeții ar trebui să se suprapună cu cursele scurte cu cel mult 0,8 din lungimea lor. Distanța dintre capătul mâinii și cadranul nu trebuie să depășească 0,7 mm.
2.10.4. Dispozitivul de citire ar trebui să ofere posibilitatea de a alinia săgeata cu semnul zero de pe cadran.
2.11. Cerințe pentru manometre de tip ShGT
2.11.1. Cifrele trebuie să aibă o înălțime de cel puțin 4 mm.
2.11.2. Indicatoarele de adâncime de tip SHGT pot fi echipate suplimentar cu o interfață pentru transmiterea rezultatului măsurătorii către un dispozitiv extern.
2.12. Duritatea suprafețelor de măsurare întărite ale gabaritului de adâncime ar trebui să fie: din unelte și oțel structural - nu mai puțin de 59 HRC; din oțel înalt aliat - nu mai puțin de 51,5 HRC.
2.13. Parametrul de rugozitate al suprafețelor de măsurare conform GOST 2789: cadre - 0,08 microni; tije - 0,16 microni.
2.14. Suprafețele exterioare (cu excepția suprafețelor de măsurare ale cadrului și tijei) ale manometrelor realizate din unelte sau oțel structural trebuie să fie cromate.
2.15. Barele și cântarele vernier ale manometrelor din oțel inoxidabil ar trebui să aibă un finisaj mat.
2.16. Manometrul trebuie să fie demagnetizat.
2.17. Timpul mediu dintre defecțiunile unui ecartament de adâncime - 30.000 de măsurători condiționale. În cadrul unei măsurări condiționale, ne referim la mișcarea cadrului de-a lungul tijei până când suprafețele de măsurare intră în contact cu obiectul de măsurare. În acest caz, mișcarea cadrului ar trebui să fie de cel puțin 1/3 din limita superioară de măsurare a manometrului.
2.18. Timpul de funcționare stabilit fără defecțiuni al manometrelor de tip ShG și ShGK este de cel puțin 6000 de măsurători convenționale; manometrul de tip ShGTs - cel puțin 9000 de măsurători convenționale. 2.2 și / sau 2.6.
2.19. Durata medie de viață totală a manometrului este de cel puțin 5 ani.
2.20.Durata de viață stabilită completă a manometrului de tip ShG este de cel puțin 1,5 ani; tip ShGK - cel puțin 2,0 ani; tip ShGT - cel puțin 2,5 ani. Criteriul stării de limitare este uzura elementelor manometrelor, ceea ce duce la nerespectarea cerințelor paragrafelor. 2.2 și (sau) 2.6 și caracterizate prin imposibilitatea sau inadecvarea restaurării suprafețelor uzate.
2.21. Timpul mediu de recuperare al unui indicator de adâncime vernier cu un vernier nu depășește 2 ore, cu un cadran și un dispozitiv de citire digitală - nu mai mult de 4 ore.
2.22. Perioada de valabilitate medie ar trebui să fie de cel puțin 4 ani, sub rezerva conservării după 2 ani.
2.23. La fiecare ecartament de adâncime trebuie atașat un pașaport conform GOST 2.601.








2.24. Marcare
2.24.1. Fiecare ecartament de adâncime trebuie să conțină următoarele: marcă comercială a producătorului; număr de serie în conformitate cu sistemul de numerotare al producătorului; simbol al anului de fabricație; valoarea citirii în funcție de vernier sau prețul diviziunii la scară.
2.24.2. Marcajul pe carcasă este în conformitate cu GOST 13762. Numele sau simbolul manometrului se aplică numai pe carcasa dură.
2.25. Pachet
2.25.1. Metode și mijloace pentru degresarea și conservarea gabaritului de adâncime - în conformitate cu GOST 9.014.
2.25.2. Un ecartament de adâncime trebuie ambalat într-o cutie din material conform GOST 13762. Pentru un ecartament de adâncime vernier cu o limită superioară de măsurare de până la 400 mm, este permisă ambalarea moale.
CERINTE TEHNICE
2.1. Aparatele de măsurare a adâncimii trebuie fabricate în conformitate cu cerințele prezentului standard, conform desenelor de lucru aprobate în modul prescris.
2.2. Limita de eroare admisibilă a gabaritului de adâncime, atât cu strângerea slabă, cât și strânsă a cadrului la o temperatură ambiantă de (20 ± 10) ° С, umiditatea relativă de cel mult 80% la o temperatură de 25 ° С ar trebui să corespundă cu cea indicată în tabel. 2.
masa 2
mm
|
Limita de toleranță a gabaritului de adâncime (±) |
|||||
|
Scale secțiunile |
cu valoare de numărare vernier |
cu valoarea de divizare a cadranului dispozitivului de citire |
cu un pas discret al unui dispozitiv de citire digital |
||
|
0,05 |
0,1 |
0,02 |
0,05 |
0,01 |
|
|
Pana la 100 |
0,03 |
0,03 |
|||
|
» 200 |
0,05 |
0,05 |
0,05 |
||
|
200 » 300 |
|||||
|
300 » 400 |
0,04 |
0,04 |
|||
|
400 » 600 |
0,10 |
0,10 |
|||
|
600 » 800 |
— |
— |
— |
||
|
800 » 1000 |
0,15 |
0,15 |
Notă. Eroarea manometrului nu trebuie să depășească valorile indicate în tabel. 2, când le verificați împotriva blocurilor planometrice-paralele de lungime din oțel.
2.3. Toleranța planeității suprafeței de măsurare a tijei de măsurare a adâncimii este de 0,004 mm.
2.4. Discul de planeitate al suprafeței de măsurare a cadrului de măsurători de adâncime de tipurile ShG și ShGK este de 0,006 mm, de tipul ShGTs - 0,005 mm. Blocurile sunt permise de-a lungul marginilor suprafețelor de măsurare într-o zonă de cel mult 0,2 mm lățime .
2.5. Reacția de reacție a perechii micrometrice a alimentării cadrului micrometric nu trebuie să depășească 1/3 dintr-o rotație.
2.6. Cadrul nu trebuie să se deplaseze de-a lungul tijei sub propria greutate atunci când tija este în poziție verticală. Manometrul trebuie să aibă un dispozitiv de prindere a cadrului, care să asigure blocarea acestuia în orice poziție din domeniul de măsurare.
2.7. Suprafața de măsurare a tijei trebuie să fie din carbură. (Carbid conform GOST 3882). La cererea consumatorului, suprafața de măsurare a tijei poate să nu fie echipată cu aliaj dur. Tija manometrului trebuie să aibă o duritate de cel puțin 30 HRC.
2.8. La cererea consumatorului, manometrul trebuie să măsoare dimensiunile canelurilor, canelurilor și adâncimea găurilor cu un diametru de cel puțin 2 mm.
2.9. Cerințe pentru cântarul tijei și vernierului (tip SHG)
2.9.1. Amplasarea planului scării vernier în raport cu planul scării barei este indicată în fig. 4.
Descriere
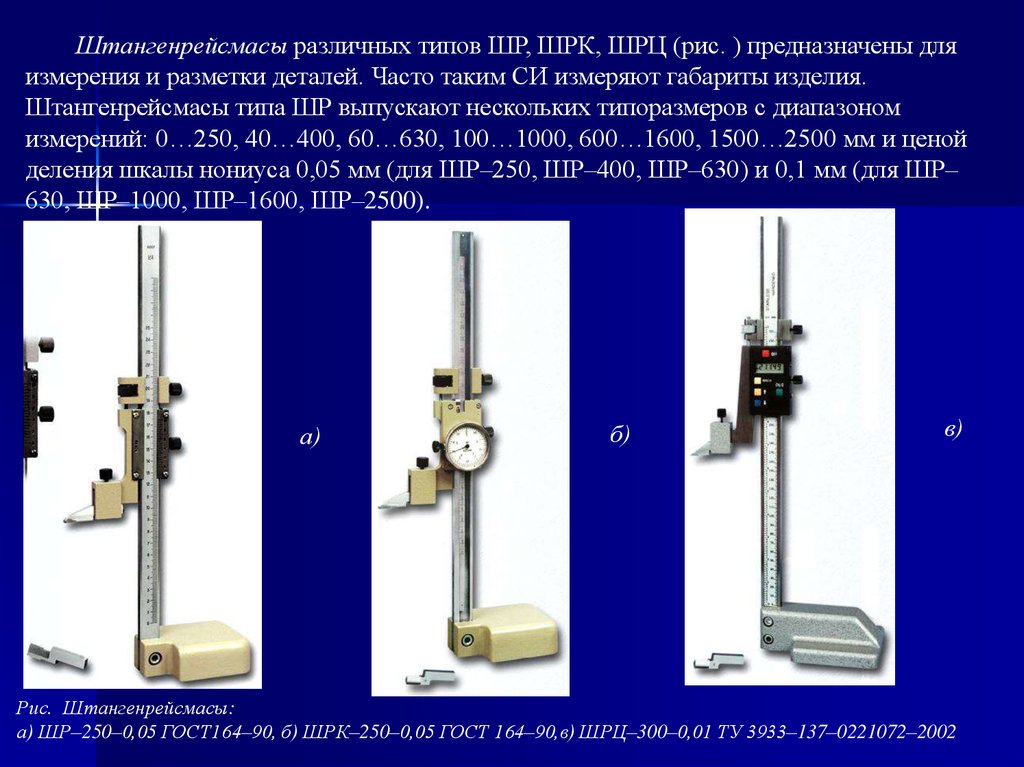
Manometrele sunt fabricate în următoarele tipuri:
SHR - cu numărare după vernier;
ShRK - cu un dispozitiv de citire cu o scară circulară;
ShRT - cu un dispozitiv electronic de citire digitală.
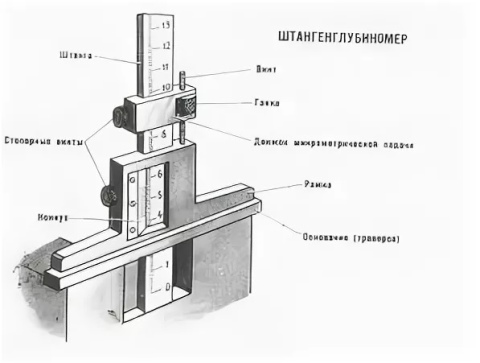
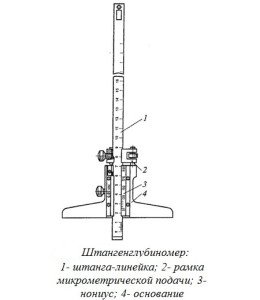
Principiul funcționării manometrelor, cum ar fi ShR, este mecanic. Dimensiunile sunt numărate prin metoda de evaluare directă a coincidenței diviziilor de scară de pe bară cu diviziunile vernier situate pe cadrul gabaritului de înălțime.Înălțimile de tip ShR constau dintr-o bază, o tijă cu o scară milimetrică fixată pe bază, un cadru cu un vernier care se deplasează de-a lungul tijei, un dispozitiv de alimentare micrometrică și un picior de măsurare.
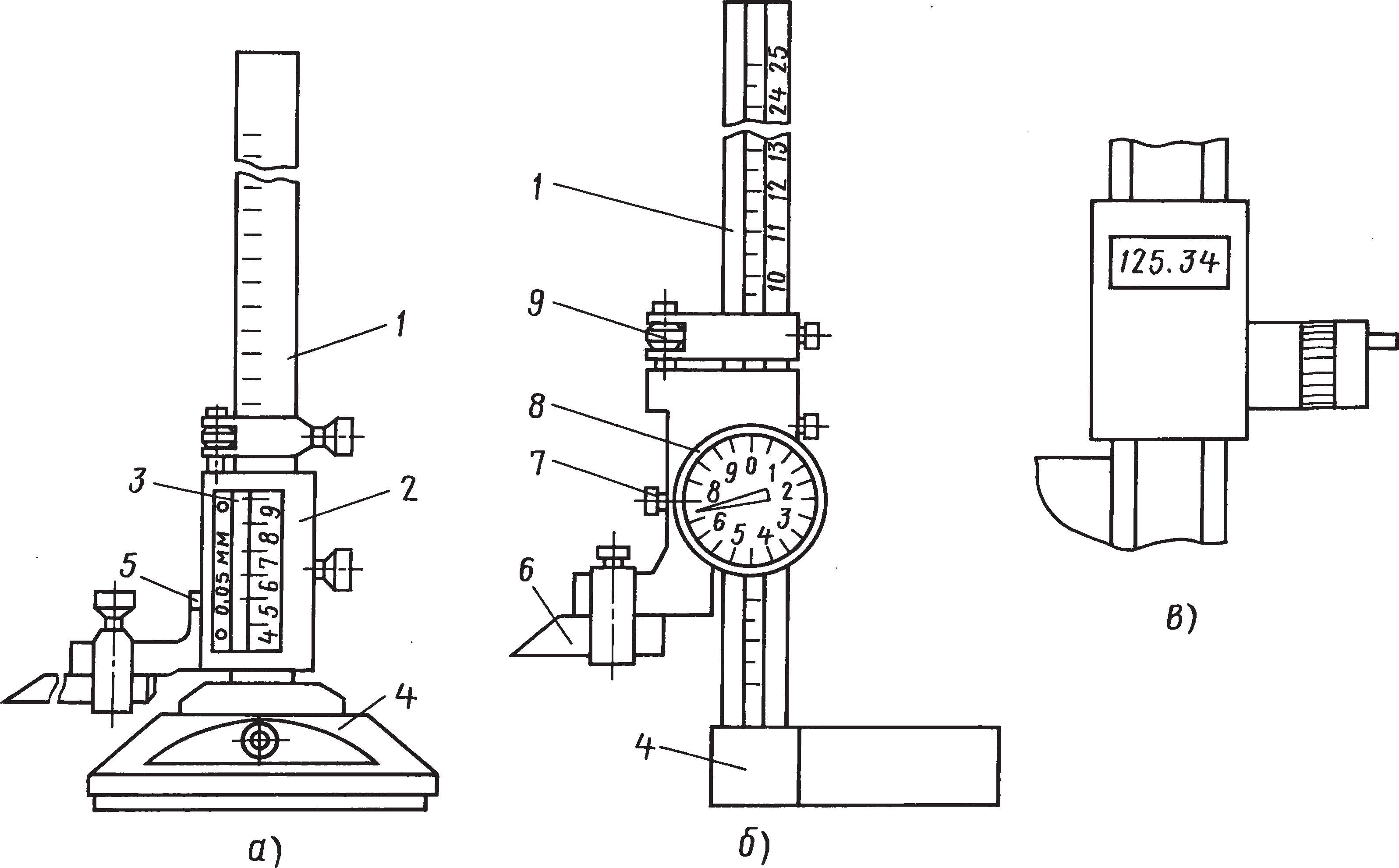





Principiul de funcționare a manometrelor precum ShRK este mecanic. Dimensiunile sunt numărate prin metoda evaluării directe prin diviziuni milimetrice ale scalei barei și prin diviziuni ale scalei circulare încorporate în cadru. Cadranul se rotește cu ajutorul unui cadru mobil și este blocat cu un șurub fixat. Indicatoarele de înălțime de tip ShRK constau dintr-o bază, o bară fixată pe bază, pe care se aplică o scară milimetrică, un cadru cu o scară circulară care se deplasează de-a lungul barei, un dispozitiv de alimentare cu micrometru și un picior de măsurare.
Principiul de funcționare a manometrelor de tip SHRT este mecanic cu ieșirea citirilor pe un ecran cu cristale lichide (LCD) al unui dispozitiv electronic de citire digitală. Dimensiunile sunt numărate direct citind citirile de pe ecranul LCD al unui dispozitiv electronic de citire digital situat pe cadrul manometrului. Înălțimile de tip ShRTs constau dintr-o bază, o tijă fixată pe bază, un dispozitiv de alimentare micrometrică, un picior de măsurare, un cadru cu un dispozitiv de citire digitală, pe panoul frontal al cărui butoane sunt instalate, cu ajutorul cărora un număr se efectuează funcții speciale (de exemplu, pornirea / oprirea dispozitivului de citire digitală (PORNIT / OPRIT), selectarea unităților de măsură în inci sau milimetri (mm / inch), reducerea la zero a rezultatului măsurării (0), selectarea valorii absolute sau măsurători relative (ABS) etc.).
Toate elementele mobile ale manometrului sunt echipate cu șuruburi de blocare.
Etanșarea corpului manometrelor împotriva accesului neautorizat nu este prevăzută.
(s) - Marca comercială "AO KZ" Red Instrumentalschik "se aplică pașaportului manometrelor prin metoda tipografică, pe o bară sau cadran (pentru manometre ShRK) și pe capacul carcasei cu vopsea sau prin marcare laser.
Ce este?
În primul rând, merită să oferiți informații generale despre acest instrument de lăcătuș.
- De asemenea, are un alt nume - ecartament.
- Arată ca un etrier vernier, dar este instalat pentru a determina dimensiunile pe un plan orizontal în poziție verticală.
- Principiul de funcționare al etrierului nu diferă de principiul de funcționare al etrierului.
- Scopul său este de a măsura înălțimea pieselor, adâncimea găurilor și poziția relativă a suprafețelor diferitelor părți ale corpului. În plus, este utilizat pentru operațiuni de marcare.
- Deoarece instrumentul este, de fapt, un dispozitiv de măsurare, are o anumită metodă de verificare și măsurare.
- Reglează condițiile tehnice ale acestui instrument GOST 164-90, care este principalul său standard.
INSTRUMENTE DE TESTARE
2.1. Lista instrumentelor de verificare este prezentată în tabel. 2.
masa 2
|
Număr articol recomandare |
Denumirea unui instrument de măsurare exemplar sau a unui instrument de verificare; numărul documentului care reglementează cerințele tehnice pentru produs; categoria conform schemei de verificare de stat și (sau) cerințelor metrologice și tehnice de bază |
|
Detector de stâlpi Fluxgate FP-1 |
|
|
Sonda conform TU 2.034.225, grosime, mm, 0,25; 0,30 |
|
|
Microscop instrument conform GOST 8074 |
|
|
Probele de rugozitate a suprafeței conform GOST 9378 cu parametrii R = 0,08 μm și R = 0,16 μm; lupă LP-1-4x conform GOST 25706 sau model 295 profilator conform TU2.034.4; |
|
|
Rigle liniare, tip LT sau LD, clasa de precizie 1 în conformitate cu GOST 8026; blocuri planometrice-paralele de clasă de precizie 2 în conformitate cu GOST 9038; placă de sticlă plană de clasa de precizie 2 conform TU 3.3.2123 |
|
|
Verificați placa de precizie clasa 1 sau 2 în conformitate cu GOST 10905 blocuri de gabarit plan-paralel din clasa a 3-a de precizie în conformitate cu GOST 9038; sau categoria a 4-a exemplificativă conform MI 1604 placă de sticlă plană de clasa de precizie 2 conform TU 3.3.2123 |
|
|
Cronometru mecanic cu o diviziune a scării de 0,1 s, clasa de precizie 1 în conformitate cu GOST 5072 |
Note (editați): 1. Este permisă utilizarea fondurilor care nu sunt enumerate în tabel., dar îndeplinind cerințele de precizie ale acestei recomandări.
Descriere
Indicatoarele de înălțime constau dintr-o bază cu un ghidaj vertical (tija) fixat pe acesta, de-a lungul căruia se mișcă un cadru cu un dispozitiv de citire. Cadrul cu dispozitivul de citire este echipat cu un picior de măsurare (sau marcare) și se mișcă liber de-a lungul tijei.
Manometrele sunt fabricate în următoarele versiuni:
SHR - cu numărare după vernier;
ShRK - cu un dispozitiv de citire cu o scară circulară;
ShRT - cu un dispozitiv electronic de citire digitală.
Principiul funcționării manometrelor este mecanic.
Măsurarea dimensiunilor gabaritului de înălțime ShR se face prin metoda de evaluare directă a coincidenței diviziunilor de scară de pe bară cu diviziile vernier situate pe cadrul gabaritului de înălțime.
Dimensiunile manometrului ShRT sunt numărate direct citind citirile de pe ecranul cu cristale lichide ale unui dispozitiv de citire digital situat pe cadrul manometrului. Lângă ecranul cu cristale lichide există butoane pentru pornirea / oprirea dispozitivului electronic de citire digitală (OFF / ON), setarea zero (ZERO), selectarea modului unităților de măsură mm / inch (mm / inch) etc. ..
Dimensiunile manometrului ShRK sunt numărate în funcție de scala barei și scala circulară a dispozitivului de citire.
Indicatoarele de înălțime au un dispozitiv pentru prinderea cadrului, care asigură blocarea acestuia în orice poziție din domeniul de măsurare. Proiectarea cadrului și atașarea picioarelor pot fi modificate fără a afecta performanța.
Înălțimi ale versiunii ShR cu o citire vernieră de 0,05 și 0,1 mm și un domeniu de măsurare de la 0 la 250 mm, de la 40 la 400 mm, de la 60 la 630 mm, de la 100 la 1000 mm, de la 600 la 1600 mm, de la 1500 - 2500 mm sunt fabricate în conformitate cu GOST 164-90. Restul manometrelor sunt fabricate conform specificațiilor tehnice TU 3933-015-74229882-2013.
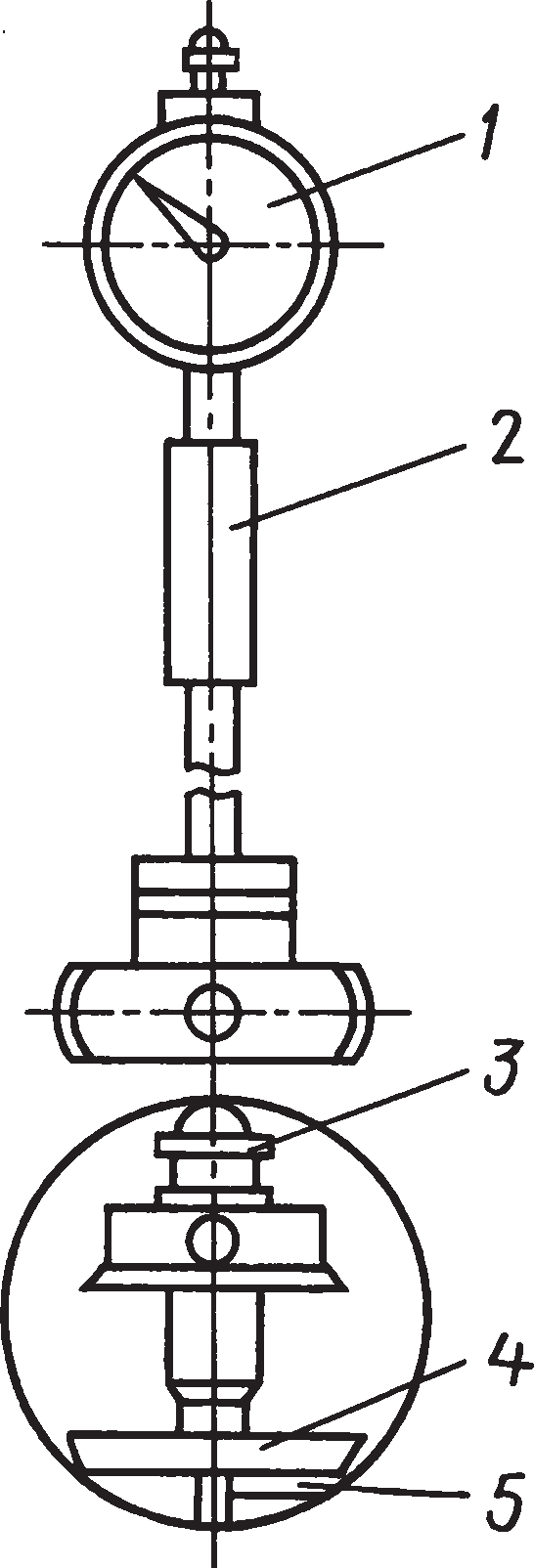
Aspectul manometrelor ShR, ShRT, ShRK este prezentat în Figurile 1, 2, 3.
a) înălțime cu un picior de marcare b) înălțime cu un picior de măsurare
Figura 1 - Vedere generală a manometrului ShR