Ascuțirea produselor cu un design diferit
În plus față de burghiele cu răsucire, pentru prelucrarea metalelor sunt utilizate unelte de alte modele. Acasă, puteți depana următoarele instrumente.
Cardanice conice
Puteți ascuți un burghiu în trepte utilizând un fișier obișnuit. Marginea de tăiere a produsului este ascuțită la unghi drept.
Dacă burghiul conic este contondent într-o zonă limitată, atunci ascuțirea trebuie făcută fără a părăsi zona deteriorată.
Video:
Încoronat
La depanarea sculelor coroanei, se folosește un dispozitiv special și trebuie să știți în ce unghi ar trebui îndepărtat metalul de pe suprafața de tăiere. Având în vedere toate dificultățile și timpul petrecut în efectuarea procedurii, este mai bine să apelați la meșteri experimentați pentru ascuțire.
Video:
Concluzie
Nu este dificil să învățați cum să ascuțiți burghiele metalice pe cont propriu.
- Cu volume mici, este suficient să achiziționați un fișier de înaltă calitate și să efectuați manual procesul.
- Pentru volume mari, pentru a reduce costurile de timp, este mai bine să achiziționați echipamente speciale care să accelereze munca și să reducă probabilitatea de îmbrăcare necorespunzătoare a sculei.
Modurile
La găurirea materialelor dure, numai marginile trebuie să fie în contact cu acestea. De aceea suprafața din spate este ascuțită la un anumit unghi. Ca urmare a acestei operații, apare un decalaj între margine și fundul găurii.
Ascuțirea se realizează utilizând metode conice, în două planuri sau conice.
Folosind ascuțirea conică
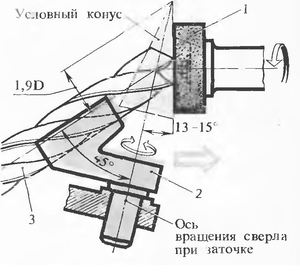
Burghiul este introdus într-o prismă specială a mașinii de rectificat, care se deplasează în jurul axei sale. Prisma în raport cu roata de rectificat este la un anumit unghi. Partea din spate a burghiului are forma unui con. Se află în locul în care suprafața de lucru a roții de rectificat se intersectează cu axa oscilantă.

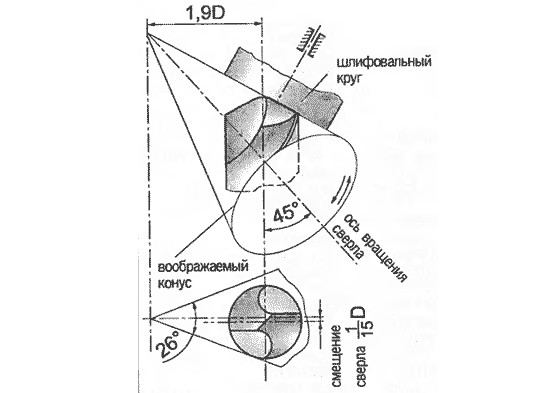
Pentru a ascuți corect burghiul, trebuie mai întâi să reglați parametrii. Axa conului de ascuțire ar trebui să fie la un unghi de 45 de grade față de axa burghiului în sine. Ascuțirea conică poate fi realizată folosind două metode:





- Vârful conului de ascuțit trebuie să fie sub vârful conului de ascuțire. Se recomandă preliminar efectuarea reglării în conformitate cu parametrii specificați: a - 45 grade, b - de la 13 la 15 grade, n - 1,9d. axa burghiului și conicitatea trebuie să se intersecteze la un unghi mai mic decât unghiul roții abrazive și al burghiului. Dacă ascutim în acest fel, atunci trebuie să vă asigurați că vârful burghiului este situat deasupra vârfului conului de ascuțire. Vârful și burghiul ar trebui să fie la o distanță de 1,06 d. axa burghiului și axa conică trebuie să se încrucișeze la un unghi de 90 de grade.
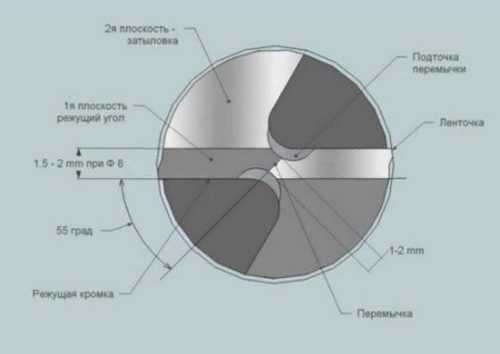
- Pentru a oferi un unghi de spate pentru un punct periferic, este necesar să se furnizeze indicatori - a-5-7 grade, un unghi 2f - de la 116 la 118 grade. muchia transversală de tăiere trebuie să fie la un unghi de 55 de grade.
Se recomandă utilizarea metodei conice pentru a crea o creștere mai clară a unghiului de degajare al burghiului. Această metodă poate fi utilizată dacă burghiul are un diametru mare - mai mare de 3 milimetri.
Folosind ascuțirea șuruburilor
Dacă devine necesară automatizarea procesului de ascuțire a burghielor, atunci se recomandă utilizarea metodei cu șurub. Constă în faptul că mișcările de translație sunt coordonate cu rotațiile roții de rectificat... Poate fi folosit pentru a ascuți în același timp colțurile din față și din spate.
Cu ascuțirea elicoidală, unghiurile din spate ale părții de lucru cresc pe măsură ce se apropie de centru.Cu această metodă, există o scădere a rezistenței marginii laterale a burghielor, ceea ce duce la ruperea la găurirea materialelor excesiv de dure.
Ascuțirea în două planuri
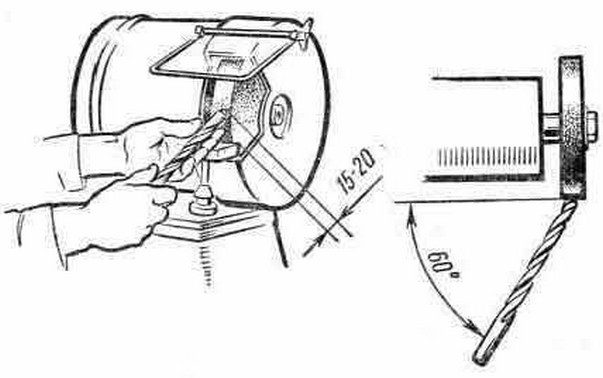
Folosind această metodă, se recomandă ascuțirea burghielor care sunt destinate găuririi în materiale non-solide. Dacă diametrul burghiului este mai mic de 3 mm, se recomandă această metodă de ascuțire. Folosind această metodă, burghiele sunt ascuțite la un unghi de 60 de grade. Datorită acestei metode, produsele sunt îmbunătățite mai degrabă decât corectarea erorilor.
Caracteristici de ascuțire a diferitelor tipuri de burghiu
Burghiile pentru metal pot fi pobedit, spiralate și trepte. Există anumite cerințe pentru ascuțirea fiecăruia. Dar, înainte de a afla cum puteți returna proprietățile pierdute în timp în burghiu, ar trebui să îl inspectați și să-l testați în funcțiune. Acest lucru vă va permite să înțelegeți dacă produsul trebuie într-adevăr șlefuit. Semnele unui instrument de tăiere bont sunt considerate a fi încălzire puternică, zgomote puternice în timpul utilizării și foraje de calitate slabă. Cu toate acestea, nu este întotdeauna rezonabil să recurgeți la ascuțire. Un burghiu cu o suprafață de tăiere mai mare de 1 cm este cel mai bine aruncat.
Cum se macină un burghiu victorios?
Pentru ca produsul victorios să muște din nou bine materialul pentru a crea găuri în metal, trebuie să vă înarmați nu numai cu un instrument de ascuțire, ci și cu un agent de răcire. Ascuțirea unui burghiu de acest tip cu o piatră simplă de smirghel nu va funcționa, va trebui să vă înarmați cu un ascuțitor electric.
Pentru ca instrumentul de tăiere să înceapă să foreze metalul la fel de eficient ca înainte, numărul de rotații pe secundă ar trebui redus pe dispozitivul folosit pentru a-l ascuți. Faptul este că, cu cât rezistența materialului este mai mare, cu atât ar trebui să fie mai mică viteza de procesare.
Burghiul victorios ar trebui să fie măcinat cu atingeri scurte la ascuțitor. Procesul de ascuțire al acestui produs necesită o atenție sporită, deoarece marginile burghiului victorios se ascuțesc destul de repede. Fiecare parte de tăiere a sculei trebuie ascuțită pentru a se potrivi cu cealaltă parte. Dacă această regulă este încălcată, centrul axei de rotație se va deplasa, iar burghiul va face găuri prea mari în metal și curbe de-a lungul marginilor.
Când măcinați instrumentul de tăiere, este important să controlați raportul dintre joc și muchia de tăiere. De asemenea, trebuie să aveți grijă ca burghiul să nu se încălzească, deoarece acest lucru poate duce la fisuri și cioburi.
Dacă brusc produsul procesat cu un dispozitiv de ascuțit sau alt dispozitiv se încălzește, atunci acesta trebuie să fie scufundat într-un lichid special sau apă plată. Dar, văzând că vârful devine roșu și fierbinte, nu trebuie să-l răciți imediat pentru a preveni deteriorarea. Burghiul trebuie lăsat să se răcească prin expunere la aer înainte de a fi scufundat în apă.
Cum să ascuți un produs în spirală?
Pentru a restabili claritatea burghiului spiralat, trebuie să-i măcinați marginile din spate. În timpul acestui proces, trebuie să aveți grijă să vedeți dacă un vârf de burghiu este ascuțit în același mod ca celălalt. Este foarte dificil să faceți acest lucru fără o unitate specială, mai ales pentru cei care nu au experiență în ascuțirea burghielor pentru metal.
Când ascuțiți un burghiu cu mâna dvs., este puțin probabil ca va fi posibil să dați o formă perfect corectă marginilor din spate și un anumit unghi din spate. Prin urmare, este mai înțelept să măcinați un astfel de produs pe o mașină sau dispozitiv special. Dacă ar fi fost o dalta obișnuită la fermă și un bărbat care trebuie să prelucreze un burghiu cu bont, avea experiență în ascuțirea instrumentelor de tăiere.





Cum se prelucrează corect un burghiu în trepte?
Un instrument de tăiere pentru metal, sub formă de trepte, este de câteva ori mai dificil de ascuțit decât un burghiu. Un produs cu o canelură dreaptă de evacuare a așchiilor ar trebui să revină la claritatea pierdută în conformitate cu un model specific.De-a lungul marginilor tăietoare ale treptelor din partea laterală a jgheabului, se presupune că acesta trebuie realizat cu un disc, făcând atingeri ușoare.
La prelucrarea unui burghiu în trepte, unghiul format între suprafața din spatele treptei și canelura nu trebuie compensat. Există nuanțe și mai ascuțite în produs, a cărui canelură este spirală. Tehnologia sa de procesare nu diferă, dar necesită cea mai mare grijă și multă experiență în burghiele de șlefuit.
Ascuțitori
Pentru a scurta timpul de lucru și a-i îmbunătăți calitatea, este important să alegeți un dispozitiv care să vă permită să țineți instrumentul de tăiere nemișcat. Ascuțirea normală a burghielor pentru metal depinde în mare măsură de acuratețea setării unghiului necesar și de posibilitatea de reglare a avansului în timpul procesului de strunjire

Majoritatea accesoriilor vă permit să ascuțiți sculele de tăiat cu dimensiuni de 3-19 mm. Pentru restaurarea produselor în spirală, se folosesc atât mașini specializate, cât și obișnuite, cu acționare electrică și sistem de alimentare, care pot fi asamblate de dvs. și instalate în garaj sau în camera de utilitate.
Pentru munca la domiciliu, nu are sens să cumpărați echipamente profesionale scumpe: vă puteți limita la o roată abrazivă asociată cu un suport sau să îndreptați complet produsul manual.
Folosind un polizor
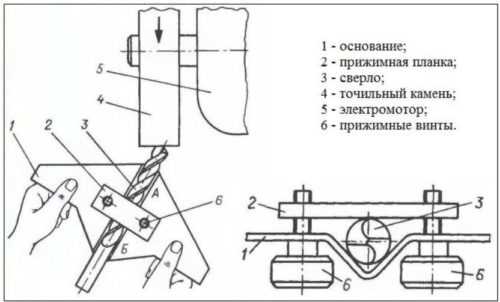
În plus față de mașină în sine, este necesar și un menghină pentru lucru, în care este fixat instrumentul de tăiere depanat.

Pentru a ascuți burghiele metalice cu un polizor, trebuie respectată următoarea secvență de lucru:
- fixați produsul vertical într-un menghină;
- mai întâi prelucrați marginea din spate pentru a îndepărta urmele de uzură;
- rotiți marginea de lucru la 120 °.
Pentru a preveni supraîncălzirea burghiului, contactul acestuia cu discul de măcinat nu trebuie să dureze mai mult de 1-2 secunde. Efectul este obținut prin îndepărtarea repetată a unui strat subțire de metal de pe fața de lucru.
Ascuțirea pe o ascuțitoare
Ascuțirea pe o roată de rectificat este considerată o modalitate mai convenabilă și mai sigură în comparație cu o polizor.
Dacă experiența nu vă permite să determinați nivelul de uzură al burghiului pentru metal și să efectuați mandrina pe dispozitivul de ascuțit "cu ochiul", trebuie să utilizați un dispozitiv special - un suport instalat lângă discul de lucru. Suportul este bine fixat pentru a evita deplasarea.





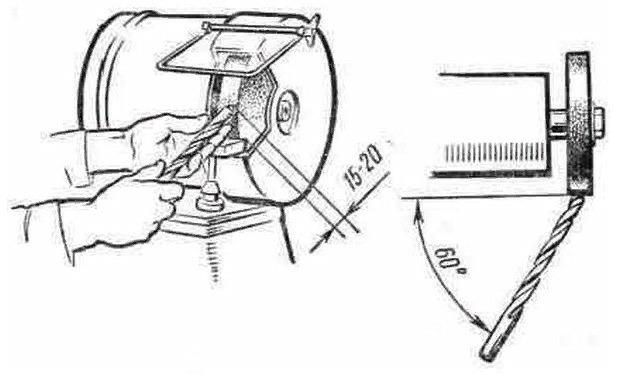
Pe o mașină de strunjit, ascuțirea burghiilor pentru metal nu este dificilă.
Instrumentul este fixat în suport, dispozitivul de ascuțit se aprinde și marginile de lucru sunt ușor apăsate pe cerc în unghiul dorit. Dacă există bavuri mici, acestea trebuie îndepărtate uniform din toate părțile înainte de a se roti.
Folosind un burghiu
Este posibilă ascuțirea burghiilor de diametre medii (4-10 mm) eficient și rapid fără o roată de rectificat, folosind burghiele standard.

Ascuțirea se face în această ordine:
- o duză este plasată pe burghiu;
- un burghiu este instalat în gaura cu diametrul necesar;
- burghiul pornește, produsul este rotit pe o parte;
- pentru a depana muchia de tăiere opusă, unealta este rotită cu 180 °.
Aplicarea duzei are câteva particularități:
- Ascuțirea eficientă și de înaltă calitate este posibilă numai pentru burghiele ușor anost. În prezența daunelor profunde, de regulă, formate cu o supraîncălzire semnificativă a metalului, nu va fi posibilă restaurarea instrumentului.
- Unghiul de ascuțire fix. Accesoriul este potrivit numai pentru burghiele utilizate pentru lucrul cu anumite materiale.
Fișier sau ascuțirea fișierelor
Un burghiu folosit pentru prelucrarea metalului nu poate fi ascuțit cu un dosar sau dosar din două motive:
- Duritatea materialului. Chiar și cel mai bun fișier se va epuiza înainte de a fixa tăietorul.
- Când se utilizează pietre diamantate sau abrazive, este imposibil să se mențină manual unghiul dorit.
Este timpul să ne ascuțim? ..
Este dificil pentru un meșter neexperimentat să distingă un instrument bine ascuțit de unul care a devenit deja plictisitor. Principalele semne că este timpul să începeți ascuțirea sunt următoarele:
- metalul se încălzește foarte tare.Datorită faptului că muchia de tăiere este uzată, frecarea în timpul găuririi este crescută. În consecință, partea de lucru și apoi tija, mandrina de foraj (perforator) sunt încălzite. Cu o încălzire puternică, metalul burghiului își pierde proprietățile, „este eliberat” și încetează să mai ascuțească deloc;
- sunetul în timpul găuririi este amplificat, există un scârțâit și scârțâit;
- chipsurile ies fie dintr-o singură parte (ascuțire neuniformă), fie din ambele, dar sub formă de firimituri, și nu o spirală îngrijită.
În mod individual, aceste simptome pot fi considerate rezultatul lucrării cu materiale prea dure și fragile, tipul greșit de burghiu în general. Toate împreună, spune clar - este timpul să ascuți marginile!
Ce este necesar pentru procedură
Pentru a ascuți singur un burghiu pentru metal, trebuie mai întâi de toate să determinați ce sarcini va fi folosit. În condițiile de producție, pentru burghiele de ascuțit, de regulă, sunt utilizate dispozitive speciale pentru a asigura precizia și productivitatea maximă a unui astfel de proces. Atunci când ascuțiți burghiele acasă, trebuie întotdeauna să căutați modalități de a obține rezultatul acestui proces de înaltă calitate.
Setul minim pentru ascuțirea burghielor metalice ar trebui să includă:
- mașină de smirghel;
- roți abrazive de diferite durități, selectate în funcție de materialul de fabricație al burghiului care urmează să fie ascuțit;
- un recipient pentru lichid de răcire și lichidul în sine, care poate fi utilizat ca apă obișnuită (sau ulei de mașină);
- instrumente care vă permit să mențineți unghiurile de ascuțire corecte.

Suportul de găurit se montează lângă discul abraziv pentru a ascuți muchia de tăiere la un unghi precis
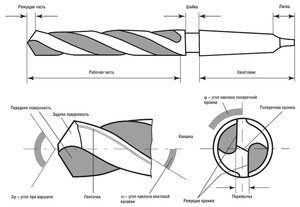
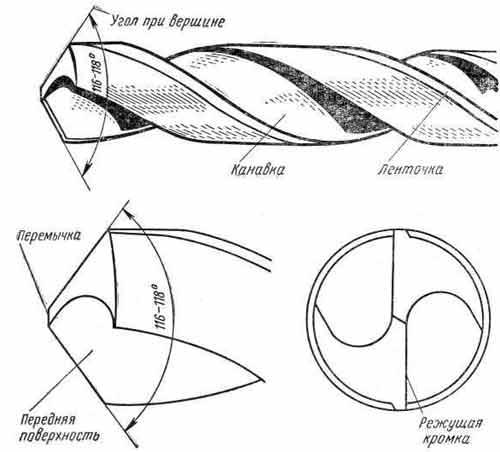
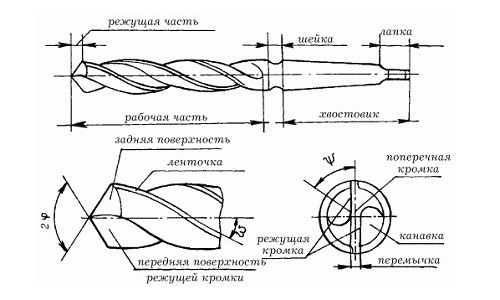
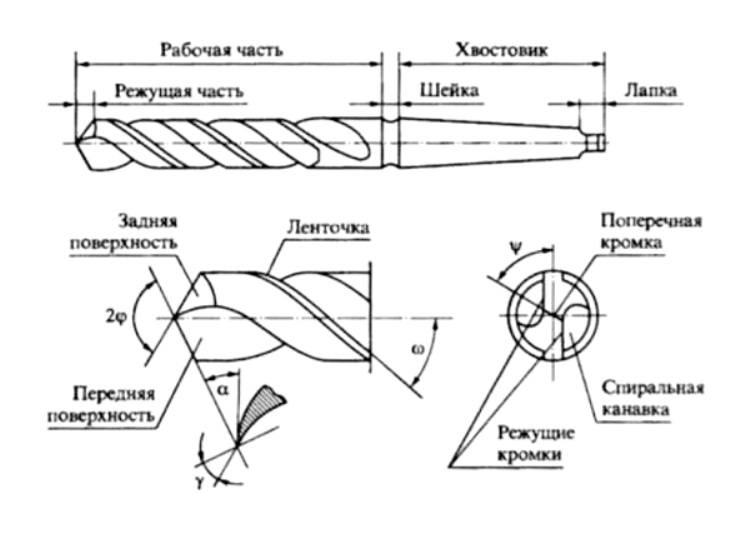
Când ascuți burghiele cu propriile mâini, trebuie să fii atent la următorii parametri:
- unghiul dintre planul frontului burghiului și baza muchiei sale de tăiere (un astfel de unghi, măsurat în planul principal de tăiere, se numește față);
- unghiul de degajare, care se măsoară în același mod ca unghiul frontal, dar de-a lungul planului posterior al burghiului;
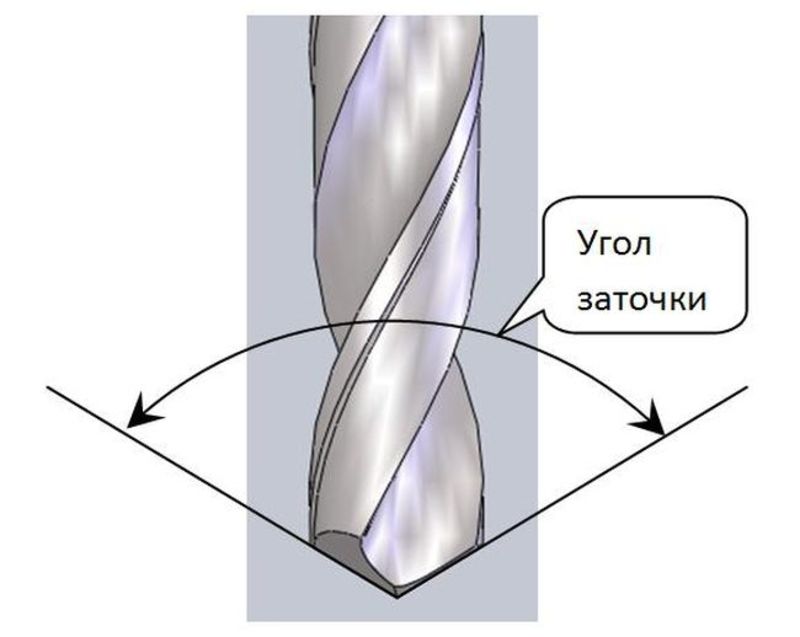
- unghiul nasului sculei, măsurat între două muchii tăietoare.
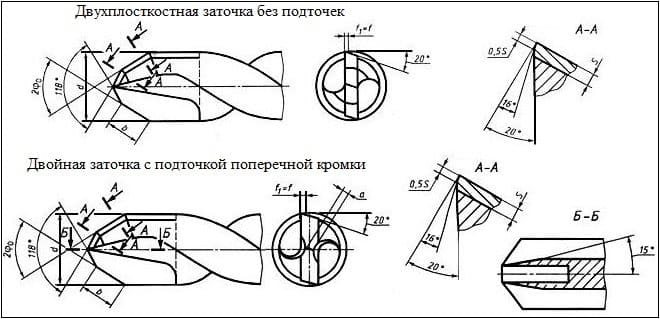
Pentru a ascuți burghiele metalice în conformitate cu toate regulile, trebuie să respectați următoarele valori ale parametrilor de mai sus:
- unghi de greblare a muchiei de tăiere - 20 °;
- unghiul de spate - 10 °;
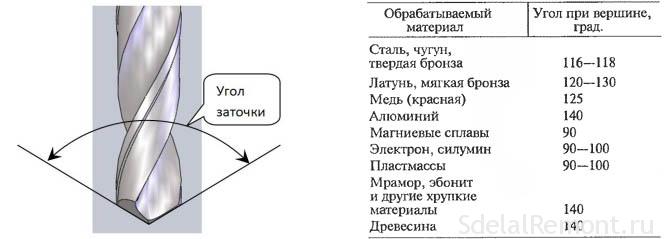
- unghi de vârf - 118 °.

Tabelul 1. Unghiurile din partea de sus a burghiului, în funcție de materialul procesat

Tabelul 2. Rake și unghiurile de rake ale burghiului
Dacă trebuie să ascuțiți un burghiu pentru metal în producție sau acasă, trebuie să respectați cu strictețe măsurile de siguranță. Acest proces este însoțit de formarea unui număr mare de scântei, de la efectele cărora este necesar să se protejeze organele vederii. În plus, deoarece această procedură se realizează cu unelte metalice ascuțite, aceasta trebuie efectuată cu mănuși pentru a proteja mâinile.








Procesul de ascuțire
Ascuțirea corectă a burghiului pentru metal este de dorit să se facă cu ajutorul dispozitivelor speciale și a mașinilor-unelte. Din păcate, într-un atelier de acasă, un astfel de echipament nu este întotdeauna disponibil și, de obicei, ascuțirea bricolajelor pentru metal se realizează pe o mașină de rectificat electrică cu materiale abrazive, de exemplu, pe roți de piatră. Ascuțirea se efectuează de-a lungul marginilor din spate, în timp ce toți dinții trebuie ascuțiți în mod identic. În același timp, este dificil să se mențină manual un unghi dat și forma dorită, iar numai instrumentele pentru spirală și coroană sunt mai ușor de ascuțit acasă.
Colțurile suprafeței de lucru
Pentru a ști cum să ascuțiți un burghiu pentru metal pe un dispozitiv de ascuțit, ar trebui să vă amintiți o serie de parametri importanți aplicați piesei de tăiere, a căror implementare garantează un rezultat de înaltă calitate:
- Unghiul de amplasare a părții din spate a sculei în raport cu planul de foraj = 10 °,
- Unghiul de ascuțire al suprafeței frontale = 20 °
- Unghiul nasului instrumentului de tăiere = 118 °
În acest caz, unghiul de la vârf se poate modifica, în funcție de materialul cu care trebuie să lucrați:
- Pentru oțel inoxidabil, fontă și bronz dur - 115-118 °;
- Pentru aluminiu - 130-140 °;
- Pentru cupru - 125 °;
- Pentru bronz moale - 130 °.
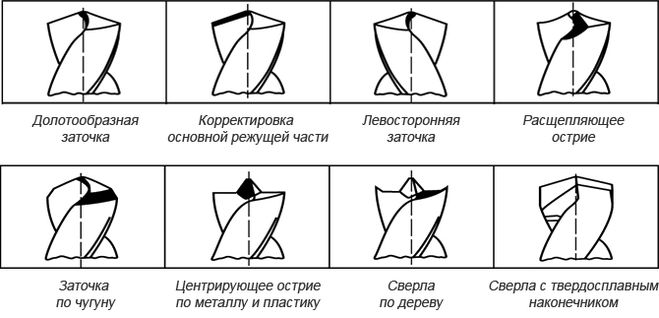
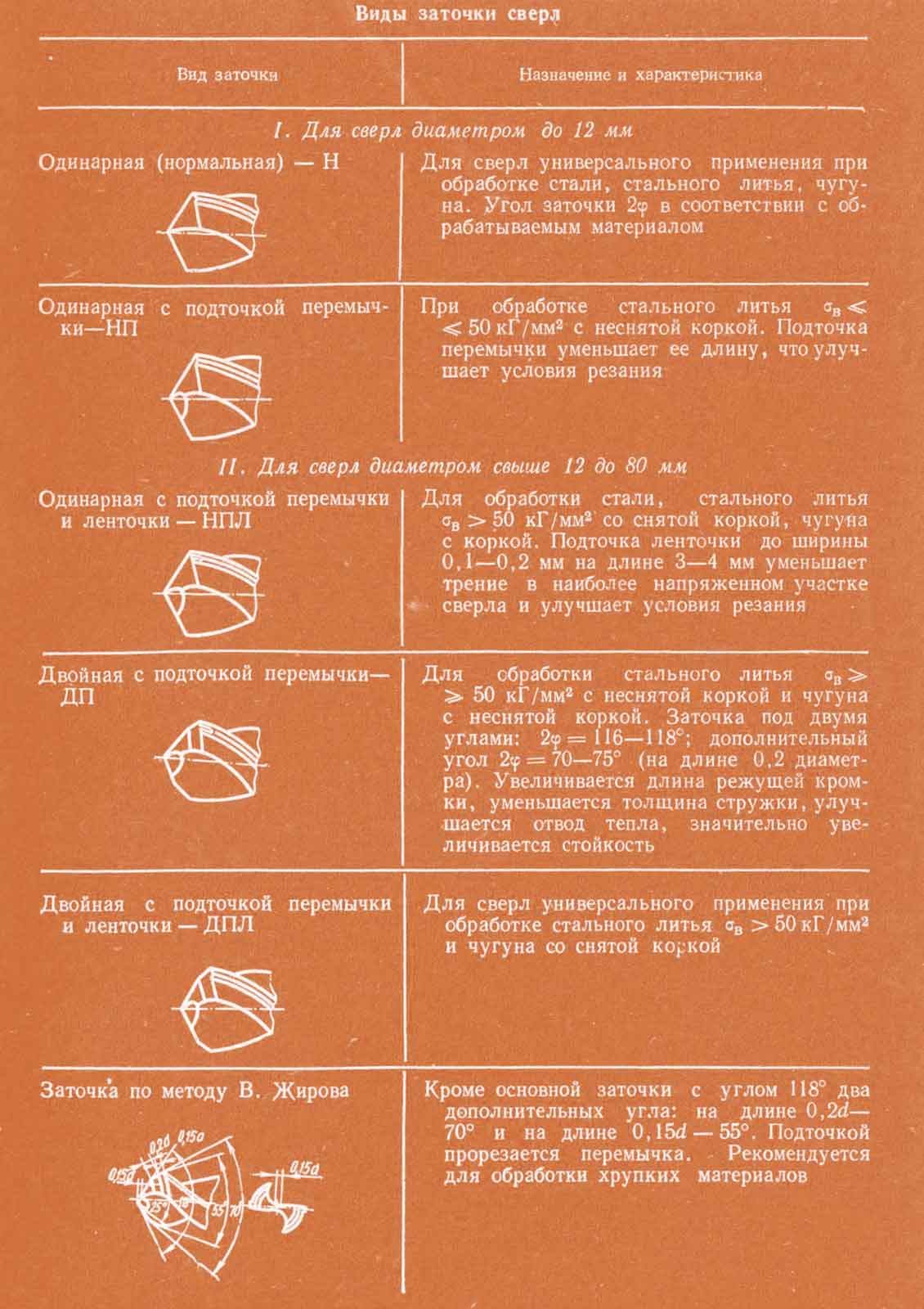
Există mai multe tipuri de ascuțire utilizate în scopuri diferite. cele mai frecvente sunt:
- Un avion. Cu acest tip de prelucrare, suprafața posterioară a penei este realizată sub forma unui singur plan. Unghiul posterior se situează în intervalul 28-30 °. Burghiul este așezat cu partea de tăiere paralelă cu roata de rectificat și nu își schimbă poziția. Este considerat cel mai simplu tip de ascuțire a burghielor cu un diametru de până la 3 mm, dar dezavantajul este că marginile tăietoare se pot sfărâma în timpul procesului de forare.
- Ascuțirea conică. De obicei utilizat pentru burghiele cu diametre relativ mari. Este dificil de realizat fără echipament special și fără abilitățile adecvate. Burghiul trebuie luat cu mâna stângă de partea de lucru mai aproape de con, iar coada trebuie ținută cu mâna dreaptă. Apoi instrumentul este apăsat pe capătul măcinării cu suprafața părții din spate și muchia de tăiere. În procesul de ascuțire, burghiul se leagănă ușor de coadă cu mâna dreaptă, acest lucru vă permite să creați o suprafață conică pe marginea penei.
Finisarea materialului după ascuțire
Lapping-ul se efectuează pe cercuri speciale de lapping. Acestea diferă de roțile de șlefuit convenționale prin faptul că prelucrarea agresivă a materialului este combinată pentru a obține o suprafață de finisare bună.
Datorită moliciunii materialului și abrazivului de înaltă calitate, astfel de cercuri sunt ideale pentru îndepărtarea zgârieturilor și a altor defecte ale suprafeței; pot fi îndepărtate fără a schimba geometria părții de lucru a materialului. De regulă, astfel de cercuri sunt instalate pe un polizor sau un burghiu, ceea ce face posibilă prelucrarea mai convenabilă și mai precisă a unui burghiu care este prins, de exemplu, într-un menghină.
Pe lângă roțile de finisare, puteți umple suprafața de lucru cu ajutorul smirghelului, care se află pe discul aceluiași polizor.
Ascuțirea suprafeței
 Un burghiu metalic corect ascuțit cu propriile mâini pe un instrument cu un diametru de până la 10 mm este suficient pentru lucru; pentru cele mai largi, se recomandă ascuțirea suplimentară a suprafeței frontale.
Un burghiu metalic corect ascuțit cu propriile mâini pe un instrument cu un diametru de până la 10 mm este suficient pentru lucru; pentru cele mai largi, se recomandă ascuțirea suplimentară a suprafeței frontale.
Înțelesul acestui tratament este că, prin creșterea unghiului muchiei de tăiere și scăderea unghiului de greblare, rezistența la prăbușire crește, acest lucru duce la o creștere a resurselor burghiului. În plus, lățimea marginii transversale este redusă, astfel încât materialul din partea centrală a găurii să nu fie forat, ci răzuit, ceea ce facilitează procesul de forare în metal. Pentru un burghiu cu un unghi mic de degajare, puteți ascuți flancul pentru a reduce frecarea în interiorul găurii.