Procesul de recoacere.
Procesul de recoacere în sine constă în încălzirea șaibelor la o temperatură de 550-600 grade Celsius. Ca rezultat, filmul de oxid care apare pe produse în timpul fabricării lor este distrus.

După răcirea lentă a mașinii de spălat, este necesar să scoateți cântarul de pe suprafața sa. Pentru a face acest lucru, producătorii folosesc una dintre cele două metode:
- prăbușire - curățarea mecanică a suprafeței;
- pasivarea este o procedură tehnologică care duce la formarea de compuși speciali pe suprafața metalică care previn coroziunea suplimentară.
Metoda de prăbușire este mai puțin costisitoare și mai simplă. Nu necesită echipamente și tehnologii sofisticate pentru a-l utiliza. Dar, în prezent, este utilizat doar de companiile mici cu un volum mic de producție. Marii producători l-au abandonat datorită faptului că, cu avantajele de mai sus, are și dezavantaje semnificative.
În timpul procesului de prăbușire, mașina de spălat se poate deforma. Numărul de astfel de șaibe care și-au pierdut forma în volumul total de produse este destul de mare - până la 15%. În acest caz, nu numai aspectul mașinii de spălat se deteriorează, ci și caracteristicile sale fizice. În general, astfel de produse nu mai pot fi considerate recocite, deoarece caracteristicile cuprului sunt de așa natură încât, atunci când un element din acest material este îndoit cu mai mult de 30%, devine mai dur. Duritatea șaibelor deformate atinge 55-58 HB, în timp ce duritatea standard a pieselor recoapte nu trebuie să depășească 45 HB.
Un alt dezavantaj semnificativ al căderii este că în timpul acestei proceduri, filmul de oxid de pe suprafața părții de cupru este complet îndepărtat. Și o astfel de acoperire joacă, de asemenea, un rol important în ceea ce privește protejarea piesei de coroziune. Drept urmare, un produs neprotejat este expus influenței aerului umed, motiv pentru care prezentarea acestuia se pierde în doar câteva săptămâni.
Toate aceste neajunsuri ne permit să concluzionăm că prăbușirea, ca metodă de detartrare a unui produs din cupru, nu se justifică. Prin urmare, majoritatea producătorilor aleg pasivarea ca modalitate principală de a oferi produselor o prezentare, adică transferând suprafața mașinii de spălat într-o stare inactivă. Ca urmare, produsele sunt plăcute prin aspectul lor chiar și după o lungă perioadă de timp după ce au părăsit locul de producție.
Descriere și scop
Utilizarea diferitelor elemente de etanșare este practicată pentru a îmbunătăți fiabilitatea și stabilitatea conexiunilor cu șurub. Alegerea materialului pentru șaibă este determinată de impactul pe care îl va avea conexiunea. O mașină de spălat din cupru este cea mai potrivită atunci când există temperaturi și presiuni ridicate în mod constant sau intermitent. Prin urmare, este utilizat pe scară largă în industria inginerească atunci când se asamblează mecanisme concepute pentru presiune ridicată. În primul rând, vorbim despre combustibil și echipamente hidraulice.


Atractivitatea șaibelor de cupru pentru un suport pe o ferăstrău cu lanț și pentru un dop de scurgere a mașinii este, de asemenea, asociată cu:
- rezistență chimică ridicată a materialului lor într-un mediu agresiv;
- rezistență excelentă la coroziune;
- păstrarea funcțiilor de etanșare sub acțiunea temperaturilor ridicate, precum și cu fluctuații semnificative în regimul termic;
- rezistență la vibrații;
- rezistența și stabilitatea proprietăților de bază sub presiune semnificativă.

Astfel de elemente de fixare pot fi utilizate și în mecanismele auto, toate părțile fiind încălzite în mod constant, în timp ce sunt încă umezite. Acest nivel ridicat de responsabilitate înseamnă că aceste șaibe îndeplinesc cerințe foarte solicitante. Respectarea GOST specificată pentru un anumit tip de produs este de o importanță cheie. Informațiile de conformitate pot fi găsite pe ambalajul original al kitului și pe certificatul de calitate însoțitor.Realizarea proprietăților necesare depinde în primul rând de caracteristicile materiei prime.

Aspectul șaibelor este clar descris în GOST 18123-82. Conform acestui standard, nu ar trebui să existe abateri de la forma netedă de pe suprafață. Nu sunt permise bavuri sau fisuri. Șaibele cu semne de coroziune sau cu picături de metal nu respectă, de asemenea, standardele. Rugozitatea mai mare de 3,2 microni face posibilă și neacceptarea produsului.
Procesul de control implică, în primul rând, o verificare vizuală. Dacă este necesar, se efectuează un studiu precis printr-o lupă. Rugozitatea este evaluată prin standarde de indicatori în conformitate cu GOST 9378-75 sau folosind dispozitive de măsurare specializate.

Clase materiale
Marcajul oficial al șaibei de cupru indică întotdeauna prezența acoperirilor cu pulbere. Produsele din clasa P29 sunt zincate și pasivate. Marcajul P34 înseamnă că produsul este doar pasivat. În cazurile în care standardul prevede mai multe clase de precizie, denumirile sale sunt plasate chiar la începutul mărcii. Compoziția marcajului include:
- tipul de execuție;
- secțiunea firului;
- grosimea piesei;
- marca chimică;
- index condițional;
- grosimea stratului de acoperire utilizat;
- standard aplicat.
Există astfel de standarde de bază:
GOST 10450-78 (produse mici)






Șaiba de cupru-aluminiu are o marcă specială - SHAM. Există diferențe de diametru. Alte branduri:
DIN 125 (de bază)




Cum se recocesc corect
Merită să tragi șaibe de cupru sub duze doar pentru a ameliora tensiunile interne care apar inevitabil în timpul procesării materialului în producție
Dar este foarte important să urmați această procedură în mod clar. Procesul se efectuează atunci când este încălzit la 700 de grade
Apoi piesele sunt răcite lin într-un mod natural la temperatura normală până se răcesc la +25 grade Celsius.
Tratamentul termic se efectuează folosind o lanternă de sudură. Flacăra este aprinsă în ea folosind oxigen și acetilenă furnizate din cilindri diferiți. O altă nuanță importantă - sunt necesare mănuși și ochelari. Ar trebui să existe un extinctor lângă locul de muncă. După conectarea furtunurilor la cilindri, este necesar să deschideți supapa de acetilenă de pe arzător cu 50%. După ce ați aprins gazul, așteptați până când apare o flacără roșie portocalie.

Ulterior, supapa de oxigen este deschisă până când apare o flacără albastră. În acest moment, șaibele sunt arse. Focul este îndreptat către puc și îndreptat de-a lungul suprafeței, obținând o strălucire roșu cireș. După aceea, închideți imediat ambele supape de gaz. Apoi, după cum sa menționat deja, va trebui să lăsați produsele să se răcească.


Cerințe pentru șaibe de cupru.
Mecanismele care folosesc șaibe de cupru sunt printre cele mai critice părți ale tehnologiei. Nu este surprinzător faptul că cele mai înalte cerințe sunt impuse oricărei componente în acest caz. Cel mai important lucru este conformitatea mașinii de spălat din cupru cu GOST, dezvoltată pentru acest tip de produs.
Acest parametru trebuie notat pe ambalajul elementelor de fixare. În plus, toate produsele care îndeplinesc standardele de calitate trebuie să aibă un certificat care să confirme acest lucru.
Când vine vorba de performanța unei mașini de spălat cupru, depinde mult de calitatea materiilor prime utilizate pentru fabricarea sa - adică a foilor de cupru. Toate proprietățile remarcabile inerente acestui material, produsele din cupru arată numai dacă cantitatea de impurități din materia primă este redusă la minimum. De aceea, gradul de cupru este de o mare importanță.
Cerințele pentru apariția șaibelor sunt reglementate de GOST 18123-82 dezvoltat în zilele URSS. Suprafața produselor trebuie să fie cât mai netedă posibil, fără bavuri, fisuri sau așchii, precum și fără urme de coroziune sau picături de metal. Rugozitatea maximă a elementului (Ra) este de 3,2 microni.
La efectuarea măsurilor de control în producție, conformitatea aspectului cu toate cerințele este verificată vizual. În acest caz, o lupă poate acționa ca un mijloc suplimentar de verificare.Pentru a determina gradul de rugozitate al produselor, se utilizează probe speciale, realizate în conformitate cu GOST 9378-75, precum și instrumente de măsurare.
În unele cazuri, șaibele de cupru pot fi acoperite cu pulbere. Acest tratament îmbunătățește rezistența la coroziune a elementelor de fixare. Grosimea și calitatea unei astfel de acoperiri sunt, de asemenea, reglementate de standardele de stat - GOST 9.302-79.
De regulă, marii producători de elemente de fixare din cupru, având un proces de producție stabilit, nu economisesc la controlul calității tuturor produselor lor, realizându-l în fiecare etapă a producției, începând de la alegerea materiilor prime. Prin urmare, cu cât numele producătorului este mai popular, cu atât este mai mare garanția produselor de înaltă calitate.
Caracteristici ale producției și marcării șaibelor de cupru.
Una dintre etapele importante în producția de șaibe de cupru este tratamentul termic al semifabricatelor, adică recoacerea. În procesul de recoacere, produsele din cupru sunt încălzite la o temperatură ridicată (650-700 grade C) și apoi răcite lent. Un astfel de tratament termic face posibilă creșterea plasticității cuprului, ceea ce înseamnă că deteriorarea elementului de cupru este exclusă, de exemplu, cu o schimbare bruscă a regimului de temperatură în zona de funcționare a produsului.
Notă! Cuprul se poate întări cu depozitare prelungită. Înainte de a instala o mașină de spălat care se află într-un depozit sau într-un garaj de mult timp, aceasta trebuie suplimentar recoaptă
Puteți face acest lucru singur. Pentru a face acest lucru, trebuie să încălziți mașina de spălat la temperatura dorită (puteți determina acest lucru prin nuanța roșie care apare pe cupru) și apoi lăsați-o să se răcească la temperatura camerei.
Prezența unui strat de pulbere pe șaibă este notată în etichetarea produsului. De exemplu, denumirea alfanumerică P29 arată că mașina de spălat a trecut prin procesele de galvanizare și pasivare, iar P34 - doar pasivare.
De asemenea, alte caracteristici ale șaibelor sunt indicate în eticheta produsului în următoarea ordine:
- opțiune de execuție;
- diametrul firului de fixare;
- grosimea produsului;
- desemnarea convențională a materialului;
- gradul materialului;
- tipul de acoperire;
- grosimea stratului de acoperire;
- GOST.
În plus, în cazul în care standardul de stat prevede diferite clase de precizie pentru un anumit tip de produs, atunci desemnarea literelor acestui parametru este indicată chiar la începutul marcării înainte de versiunea elementului.
Șaibe de cupru UGMK-OTSM
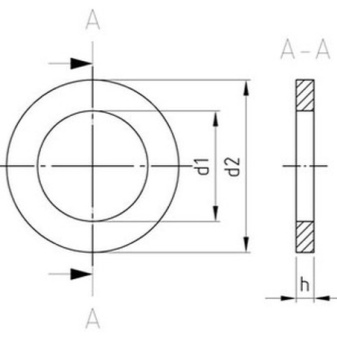
Șaibele UGMK-OCM sunt fabricate din cupru GOST 1173. Fabricate în Kirov la uzina Kirov OCM. Diametrul exterior al produselor este de 12-56 mm, diametrul interior este de 6-33 mm. Grosime șaibă 0,3-5 mm. Atelierul de ștanțare la rece produce mii de produse în fiecare lună. Un dispozitiv de fixare fiabil fabricat de uzina Kirov s-a stabilit de multă vreme pe piață.
Comandați produsul de pe site. Directorul de vânzări vă va contacta pentru a clarifica detaliile comenzii.
Compania noastră oferă, de asemenea, capete de cablu.
| Codul produsului | Numele produsului | Zona de aplicare |
| Șaibe pentru automobile: material - cupru, GOST 1173 | ||
| 10 x 14 x 1,5 | 312482-P; 852205 conducte de combustibil | |
| 6327 | 10 x 16 x 1.0 | KAMAZ, sistem de alimentare cu combustibil |
| 6302 | 10 x 16 x 1,5 | 1/02844/60-KAMAZ, capac regulator); pompă de combustibil; filtru fin de combustibil; |
| 11 x 19 x 1,0 | 201-1117120, YaMZ | |
| 6395 | 11 x 19 x 1,5 | 201-1117120, YaMZ |
| 6355 | 11 x 50 x 3,5 | |
| 6354 | 11 x 50 x 4.0 | |
| 6309 | 11 x 50 x 5,0 | ST142-3708771 KAMAZ starter pin disc |
| 6357 | 12 x 18 x 0,8 | |
| 6315 | 12 x 18 x 1,0 | KAMAZ, sistem de alimentare cu combustibil |
| 6332 | 12 x 18 x 1,5 | 1/02984 / 60KAMAZ, combustibil. sistem, sistem de frânare |
| 6367 | 12 x 23 x 0,3 | 312472-P |
| 6306 | 12 x 32 x 2,5 | contactul releului solenoid de pornire pentru mașina "Volga" |
| 6384 | 12,5 x 20,5 x 1,5 | 312310 |
| 6379 | 14 x 19 x 1,0 | 312326, 852206 |
| 6380 | 14 x 19 x 1,5 | 312326, 852206 |
| 6316 | 14 x 20 x 1,0 | KAMAZ, sistem de alimentare cu combustibil |
| 6330 | 14 x 20 x 1,5 | 1/02800/60-KAMAZ, filtru de curățat combustibil și ulei; sistem de alimentare cu energie a motorului; instalarea unei supape electrice |
| 6393 | 14 x 20 x 1,7 din oțel | |
| 6352 | 14 x 20 x 2.0 | |
| 6348 | 14 x 20 x 3.0 | |
| 6378 | 14 x 56 x 2.0 | |
| 6353 | 14 x 56 x 3.0 | |
| 6308 | 14 x 56 x 3,5 | RS25 3708030 Disc de pornire MAZ |
| 6320 | 16 x 22 x 1,0 | KAMAZ, sistem de alimentare cu combustibil |
| 6329 | 16 x 22 x 1,5 | 1/02570/60-KAMAZ pompă de combustibil de joasă presiune 312327-P |
| 6358 | 17,5 x 21,5 x 0,3 | |
| 6321 | 18 x 24 x 1,0 | MAZ, sistem de alimentare cu combustibil |
| 6331 | 18 x 24 x 1,5 | 1/02599/60 KAMAZ, MAZ, sistem combustibil |
| 6323 | 19 x 28 x 6 | mașină excentrică "PAZ" |
| 6342 | 20 x 26 x 1,0 | KAMAZ, sistem de alimentare cu combustibil |
| 6343 | 20 x 26 x 1,5 | 1/02574/60 KAMAZ, sistem combustibil |
| 6377 | 22 x 26 x 1,0 | 309793-P, 312382-P șaibă regulator de presiune |
| 6376 | 22 x 26 x 1,5 | 309793-P, șaibă regulator de presiune |
| 6314 | 22 x 28 x 1,0 | KAMAZ, sistem de alimentare cu combustibil |
| 6328 | 22 x 28 x 1,5 | 1/02795/60 KAMAZ, sistem combustibil; |
| 6339 | 24 x 32 x 1,0 | KAMAZ, sistem de alimentare cu combustibil |
| 6340 | 24 x 32 x 1,5 | 1/02645/60 KAMAZ, sistem combustibil |
| 6337 | 26 x 32 x 1,0 | KAMAZ, sistem de alimentare cu combustibil |
| 6338 | 26 x 32 x 1,5 | 1/02578/60 KAMAZ, sistem combustibil |
| 6341 | 28 x 34 x 1,0 | KAMAZ, sistem de alimentare cu combustibil |
| 6336 | 28 x 34 x 1,5 | 1/03033 / 60KAMAZ, sistem combustibil |
| 6347 | 28 x 34 x 2.0 | 870625 |
| 6346 | 30 x 37,5 x 2,0 | |
| 6385 | 33 x 38,5 x 1,5 | pentru dopul cilindrului principal al ambreiajului |
| 39 x 47 x 1,5 | Pentru carterul KAMAZ | |
| 6382 | 39 x 48 x 2.0 | |
| 6366 | 6 x 12 x 1,0 | KAMAZ, sigilare; 312652 |
| 6368 | 6 x 12 x 1,5 | KAMAZ, sigilare |
| 6361 | 8 x 12 x 1.0 | KAMAZ, etanșare MAZ, tub de ulei |
| 6356 | 8 x 12 x 1,5 | KAMAZ, conducta de ulei MAZ; 852204, 312353 |
| 6300 | 8 x 18 x 1,5 | |
| 6344 | 9 x 15 x 0,7 | 870638 KAMAZ, injector MAZ |
| 6383 | 9,7 x 17,5 x 1,5 | 6T2-2022-1 |
| 6304 | Inelul nr. 1- 89x98x0.3 | garnitură de garnitură de cilindru pentru vehicule "Moskvich" |
| 6305 | Numărul de apel 2 - 100x110x0.3 | Garnitura garniturii cilindrului 66-1002024 GAZ-53, 24 |
| 6318 | Cam 16x24x4,5 (alamă) | mașină excentrică "UAZ", "Volga" |
| 6317 | Cam 19x28x6 (alamă) | mașină excentrică "Gazelle" |
| 6349 | Jumper starter | ST 142-3708091 ST142B carcasa releu solenoid KAMAZ |
| 6303 | Placă 18x25x2.5 gaură 8 | contactul releului solenoidului demarorului pentru mașina "VAZ" |
| 6307 | Placă 18x28x2.7 gaură 10 | contactul releului solenoid de pornire „Belarus” |
Cum sunt fabricate șaibe de etanșare din cupru.
Întregul proces de fabricație, prin care trec șaibele de cupru de etanșare, este reglementat de normele stabilite în standardele de stat. În acest caz, cuprul mărcii M1M este utilizat ca materie primă, a cărui compoziție corespunde GOST 495-92. Cerințele acestui standard afirmă că materialul trebuie să fie extrem de pur, adică să conțină cel mult 0,1% din diferite impurități. În plus, cerințele privind proprietățile fizice ale materiilor prime sunt, de asemenea, explicate în aceasta. De exemplu, trebuie să prezinte rezistență la tracțiune la nivelul de 200-260 MPA și, de asemenea, să aibă o alungire relativă de cel puțin 36%.
Una dintre etapele de producție este recoacerea mașinii de spălat. Acest proces vă permite să echilibrați maxim structura metalului, adică să eliminați stresul intern rezultat din recristalizare. După efectuarea acestui proces termic, cuprul devine mai puțin solid, ceea ce duce la o creștere a ductilității și rezistenței sale. Drept urmare, utilizarea unei șaibe de etanșare realizate dintr-un astfel de material face posibilă realizarea unei etanșări complete a conexiunii fără o presiune nejustificată asupra filetului elementelor de fixare.
Producția de șaibe de etanșare din cupru
Pentru obținerea șaibelor, se folosește o foaie laminată la rece de clasa M2. În procesul de ștanțare, se obțin semifabricate, care ulterior sunt prelucrate prin prăbușire. Operația este necesară pentru a elimina așchii și bavuri. Șaibele de etanșare din cupru sunt disponibile într-o mare varietate de diametre, nu doar în dimensiuni standard. Dacă lotul este mare, atunci prețurile cu ridicata funcționează. Șaibele din cupru sunt mai flexibile decât oțelul carbon sau oțelul inoxidabil. În timpul funcționării, motorul, de exemplu, are diferite diferențe de temperatură
Procedând astfel, este important ca piesele să păstreze flexibilitatea necesară. Șaibă de etanșare din cupru este perfectă pentru această sarcină.
În aproape orice unitate de astăzi există un astfel de element ca o șaibă de cupru. Șaibele sunt utilizate în mașinile obișnuite, în mașinile agricole, precum și în echipamentele speciale de construcție. Sunt de neînlocuit în multe componente ale ansamblurilor și mecanismelor.
Piesele din cupru sunt extrem de rezistente la procesele corozive. Regimul de temperatură al cuprului este de aproximativ 300 de grade Celsius. Aluminiu are un interval de temperatură de proiectare de 200 de grade. Datorită rezistenței lor la coroziune, șaibele din cupru sunt utilizate pe scară largă în mecanismele care funcționează în medii agresive.
Pentru fabricarea șaibelor de cupru sunt prevăzute reglementări speciale de stat, procesul tehnologic este strict reglementat.În primul rând, puritatea închirierii ar trebui să fie maximă. Este posibilă prezența impurităților în intervalul 0,1%. În ceea ce privește indicele de alungire relativ, acesta nu trebuie să fie mai mic de 36%.
Una dintre cele mai importante operațiuni tehnologice este arderea produselor din cupru. Arderea vă permite să faceți structura metalului omogenă, datorită arderii, este posibil să scăpați de stresul intern. După procesul de ardere, rezistența și flexibilitatea cuprului cresc, în timp ce duritatea metalului scade. După ardere, șaiba de cupru poate fi utilizată ca element etanș. Procesul de ardere implică încălzirea piesei de cupru la 600 de grade Celsius. După un astfel de tratament termic, pelicula de oxid este distrusă, se formează în procesul de fabricare a semifabricatelor. Scara este eliminată prin pasivare. Realizarea șaibelor de cupru necesită echipamente speciale.
Evaluarea generală a articolului: Postat de: 2020.06.08
Șaibe de cupru pentru automobile
Șaibele din cupru sunt proiectate pentru a funcționa acolo unde alte materiale nu vor funcționa. Cuprul nu se oxidează, este rezistent la coroziune, nu se deformează la temperaturi ridicate și scăderi de temperatură și rezistă la vibrații. Prin urmare, șaibele de cupru sunt utilizate în industria auto. Sistemul de combustibil și frânare, cilindrul de control al ambreiajului, carterul și alte părți ale tehnologiei auto sunt influențate în mod constant de umiditate și presiune.
Practic, șaibele de cupru sunt utilizate ca piese de schimb pentru echipamentele de combustibil și la asamblarea, repararea cutiilor de viteze ale mașinilor agricole, camioanelor și echipamentelor speciale.
La asamblarea mașinilor KAMAZ, VAZ, MAZ și a altor mărci, șaibele de cupru sunt de neînlocuit. Scopul specific determină diametrul și grosimea produsului.