AC sau DC
Sudarea AC și DC are propriile sale caracteristici speciale.
Principalele avantaje ale tensiunii constante: economii la consumabilele pentru sudare datorită stropirii reduse; confortul și ușurința muncii desfășurate; cusătură de înaltă calitate; performanță ridicată de sudare; fără zone netestate. Dezavantajul este costul ridicat al echipamentelor capabile să furnizeze curent continuu. Mai multe detalii aici.
Principalele avantaje ale curentului alternativ: ușurința și prețul accesibil al echipamentelor care funcționează în timpul pauzelor; usurinta sudarii; garanție a conexiunii de calitate. Principalele dezavantaje: stabilitate mai mică a arcului; o cantitate mare de stropire contribuie la un consum semnificativ de materiale. Detalii aici.

Oțelurile rezistente la coroziune pot fi sudate într-o varietate de moduri. Cu toate acestea, cel mai adesea, sunt utilizate două metode de îmbinare pentru sudarea oțelului inoxidabil:
- Sudare manuală cu electrozi acoperiți.
- Sudare cu electrod de tungsten ecranat cu gaz.
În funcție de metoda de sudare, se utilizează un tip diferit de tensiune și, în consecință, se utilizează electrozi adecvați pentru curent alternativ sau continuu.
Electrozi din curent continuu din oțel inoxidabil
Pentru început, comandantul trebuie să decidă ce electrozi pot fi folosiți pentru a găti oțelul inoxidabil. Consumabilele acoperite asigură o calitate optimă a îmbinării fără probleme. Sudarea manuală se efectuează, de regulă, cu o tensiune constantă de polaritate inversă. Prin urmare, sunt utilizate următoarele mărci de electrozi inoxidabili: TsL-11 este una dintre cele mai populare mărci printre sudori; utilizat pe oțeluri cu un conținut ridicat de crom și nichel. Sudura depusă folosind aceste consumabile are mai multe avantaje: rezistență; plastic; precizie; nivel suficient de ridicat de rezistență la impact; fără stropi.
TsL-11 este una dintre cele mai populare mărci printre sudori; utilizat pe oțeluri cu un conținut ridicat de crom și nichel. Sudura depusă folosind aceste consumabile are mai multe avantaje: rezistență; plastic; precizie; nivel suficient de ridicat de rezistență la impact; fără stropi.
Electrozii OZL-8 sunt proiectați pentru sudarea structurilor care vor fi operate la temperaturi ridicate - până la 1000 ° C. În același timp, avantajele acestui brand sunt similare în multe privințe cu TsL-11.
NZh-13 sunt utilizate cu succes pentru sudarea pieselor din oțel alimentar. Consumabilele acestui brand sudează perfect aliajele care conțin crom, nichel și molibden. Principala caracteristică distinctivă a acestor electrozi este formarea unui strat subțire de crustă de zgură, care se separă spontan.

Electrozi NII-48G.
Mai jos este o listă cu câțiva electrozi din oțel inoxidabil mai populari:
ZIO-8 sunt destinate oțelurilor rezistente la căldură rezistente la coroziune.
Electrozii NII-48G sunt utilizați pentru a lucra cu structuri critice.
OZL-17U sunt potrivite pentru lucrul cu oțel inoxidabil în medii în care sunt prezenți acizi sulfurici sau fosforici.
În secțiunea corespunzătoare, sunt prezentate restul mărcilor de electrozi pentru sudarea oțelului inoxidabil.
Electrozi de curent alternativ pentru oțel inoxidabil
Nu toți artiștii interpreți au echipamente de tensiune constantă. Din cauza care se pune întrebarea: este posibil să gătiți un oțel inoxidabil cu curent alternativ?
Există astfel de electrozi, de exemplu, acestea sunt mărci OZL-14, LEZ-8, TsT-50, EA-400, OZL-14A, N-48, ANV-36 și altele.
Sudarea cu electrozi de tungsten (în imagine) în gaze poate fi efectuată și cu curent alternativ de polaritate directă. Această metodă de conectare este utilizată în următoarele cazuri:
- sudarea produselor cu pereți subțiri;
- cerințe sporite pentru sudură.
Aceste informații îl vor ajuta pe executantul oricărui nivel să determine ce electrozi pentru sudarea oțelului inoxidabil cu curent alternativ ar trebui folosiți pentru rezolvarea problemelor specifice.
Ca o concluzie, trebuie remarcat faptul că electrozii pentru oțelul inoxidabil AC sunt mai puțin solicitați. Acest fapt se datorează popularității mai mici a tensiunii alternative în comparație cu tensiunea directă.
Constanta are o gamă largă de avantaje și este utilizată de profesioniști mult mai des.
Echipamente de sudură necesare și amestecuri de gaze
Cele mai frecvente metode pentru sudarea aliajelor de aluminiu, cupru, fontă și oțel inoxidabil sunt metodele cu arc de argon (TIG) și semi-automate (MIG). Ambele metode permit utilizarea unui mediu de protecție a gazelor inerte, care crește rezistența cusăturii. Diferența este că schema de sudare TIG implică alimentarea manuală a firului în arc și lucrul se efectuează cu un electrod de tungsten refractar. Cu metoda MIG, un fir de sudură pentru mașinile semiautomate este alimentat mecanic în zona de topire, care servește ca electrod.

Trebuie remarcat faptul că dispozitivele semiautomate sunt mai scumpe, dar oferă un nivel mai ridicat de confort și calitate a muncii. Circuitul electric încorporat vă permite să porniți regulatorul vitezei de alimentare a firului dispozitivului semiautomatic de sudură, ceea ce face posibilă funcționarea la viteze diferite. Pentru sudarea cu această metodă, trebuie să selectați un set de echipamente, care ar putea să nu fie incluse în alimentarea invertorului și să fie achiziționate parțial separat. Acesta include următoarele componente:
- un aparat invertor MIG / MAG cu o unitate de conectare a furtunului de gaz, un conector Euro și un circuit de alimentare cu sârmă de tip sudură;
- torță cu vârfuri pentru diferite diametre de sârmă, duză pentru alimentarea cu gaz și buton de control;
- Furtun european pentru alimentarea amestecului de gaze și trecerea firului;
- butelii de gaz pentru amestec, echipate cu manometre și un reductor;
- un furtun pentru alimentarea gazului din butelii către invertor, precum și gazele în sine și bobina cu firul corespunzător.
Mașina de sudat, de regulă, are un circuit încorporat pentru întârzierea mecanismului de mișcare a electrodului de sârmă relativ la alimentarea cu gaz de protecție în zona de cusătură, care previne oxidarea pieselor de prelucrat.
În ceea ce privește compoziția gazului, argonul este de obicei utilizat sub formă pură sau într-un amestec cu heliu, dioxid de carbon sau compuși activi. Pentru a reduce costurile, un gaz inert scump este amestecat într-un raport de 75% -80% argon cu 20% -25% dioxid de carbon. De asemenea, este posibil să se combine heliu cu argon în diferite proporții și este permisă fierberea unor materiale folosind doar dioxid de carbon, dar calitatea sudurii se deteriorează.
În cazuri dificile, atunci când selectați un amestec de gaze, este necesar să consultați un specialist și să studiați materialele de referință, deoarece compoziția unui metal sau aliaj poate necesita o soluție ambiguă.

Sudarea pieselor inoxidabile cu un dispozitiv semiautomatic
Sudarea metalelor inoxidabile necesită o abordare specială a curățeniei marginilor care trebuie unite și pregătirea lor pentru lucru. Când lucrați cu metal gros, este necesar să îndepărtați marginile la un unghi de 45 ° până la 60 ° și să curățați îmbinările cu un polizor unghiular. În plus, cu ajutorul solvenților, este necesară degresarea locului de sudare, iar piesele trebuie fixate cu un spațiu de 1,5 mm pentru a asigura penetrarea cea mai completă prin întreaga grosime a metalului. Apoi, este necesar să reglați alimentarea cu gaz inert sau amestec de gaze, luând în considerare grosimea pieselor de prelucrat.
Presetările pentru un dispozitiv semiautomat sunt realizate pe baza următoarelor proporții, și anume:
- cu o grosime a metalului mai mică de 1 mm, se utilizează un fir de 0,6-0,8 mm cu o viteză de alimentare de 150 m / h și un debit de gaz de 6-7 l / min;
- metalul cu grosimea de 1,5 mm este sudat cu un fir de 0,8-1 mm în diametru la o viteză de 150 până la 200 m / h și o alimentare cu gaz de protecție de 6-8 l / min;
- oțelul inoxidabil 2 mm este conectat cu produse cu diametrul de 1-1,2 mm, viteză 200-250 m / h, consum de gaz de la 7 la 9 l / min;
- pentru oțel inoxidabil de 3 mm, utilizați un fir de 1,2-1,4 mm, la o viteză de 250-300 m / h și cu o sursă de gaz de la 9 la 11 l / min;
- pentru piesele cu grosimea de peste 4 mm, este necesar un fir de 1,4-1,6 mm la deplasarea peste 300 m / h, iar gazul este furnizat la un debit mai mare de 11 l / min.
Tensiunea arcului depinde de lungimea sa și este setată de la 19 V la 30 V, cu o selecție experimentală, precum și cu ieșirea electrodului. Pe un număr de invertoare MIG / MAG de înaltă calitate, există un mod de reglare a inductanței, care determină adâncimea de penetrare și lățimea sudurii.
Presetările sunt de natură consultativă și sunt selectate individual în funcție de compoziția metalului, tipul de sârmă, amestecul de gaze și viteza de sudare.
După selectarea unui fir pentru sudare cu un dispozitiv semiautomatic aplicat materialului pieselor de prelucrat, este necesar să plasați tamburul pe arbore și să introduceți firul în alimentator. Apoi reglați viteza de deplasare, care este de obicei legată de puterea curentului de sudare, cu cât viteza este mai mare, cu atât este mai mare valoarea aplicată. Ultima etapă de pregătire pentru lucru este de a regla parametrii amestecului de gaze, de a regla tensiunea și inductanța.
Este important să urmați instrucțiunile de utilizare a invertorului semi-automat și să respectați regulile de siguranță pentru sudare.
Nuanțe de aplicare
Astăzi, multe metode de sudare au fost dezvoltate pe baza unor principii diferite. Dar să spui că o cale este mai bine să spui este dificil. Fiecare dintre ele are argumente pro și contra. Dar uneori se dovedește că are sens să folosești un singur tip specific de sudură. Unul dintre aceste tipuri este sudarea cu pulbere sau sârmă cu flux.

Procesul de aplicare a firului de umplere
De fapt, acest fir este un tub cu flux și pulbere de metal în interiorul său.
Există astfel de cerințe pentru materialul acestei clase, de exemplu, utilizarea sa nu ar trebui să creeze probleme în timpul aprinderii și al urmăririi arcului. Sârma ar trebui să se topească uniform fără a crea multe scântei în jurul bazinului de sudură. Zgura rezultată este distribuită uniform pe întreaga suprafață a cusăturii și pe măsură ce se răcește, ar trebui separată cu ușurință.
Cusătura trebuie să îndeplinească toate cerințele documentelor de reglementare și nu trebuie să aibă defecte - subțiri, lipsă de penetrare, pori și fisuri. Aceste proprietăți determină posibilitatea utilizării sârmei cu miez de flux pentru lucru. Între timp, pentru a stabili unele proprietăți ale firului de sudură, este necesar să se efectueze sudarea experimentală. Pentru a face acest lucru, trebuie să luați o rolă și să o sudați pe o placă metalică. Sudarea trebuie efectuată uniform, în cea mai joasă poziție a sculei de lucru. Modurile medii sunt acceptate ca moduri de sudare pentru metalul sudat. După efectuarea unor astfel de experimente, va deveni clar când și în ce condiții are sens să folosești un astfel de fir.

Schema de sudare atunci când se utilizează sârmă de umplere
Electrozi pentru sudarea oțelului inoxidabil 12X18H10T
12Х18Н10Т este oțel inoxidabil de calitate austenitică. Acest tip de oțel inoxidabil este cel mai comun, utilizat în multe industrii: alimentară, chimică și farmaceutică. Destul de des, aparatele și vasele sudate, conductele pentru conducte sunt produse din acest tip de oțel.

Electrozii TsL-9 într-un pachet.
Următoarele sunt informații cu ajutorul cărora puteți determina cu ce electrozi să gătiți oțelul inoxidabil 12x18n10t.
Cel mai popular brand este TsL-9. Sudarea poate fi efectuată în toate pozițiile spațiale.
OK 61.30 electrozi au mai multe avantaje: o bună formare a sudurii; aprindere ușoară; auto-separarea zgurii.
Consumabilele pentru sudare NZh-13 sunt utilizate în cazurile în care sunt impuse cerințe ridicate de rezistență la ICC asupra metalului depus.
OZL-14 - consumabile utilizate atunci când nu sunt impuse cerințe stricte metalului sudat împotriva IWC.
Soiuri de sârmă pentru oțel inoxidabil 12x18n10t
Pentru sudarea pieselor din oțel inoxidabil, este necesar să se utilizeze sudarea cu arc de argon și un aditiv din același material. Poate avea proprietăți diferite, care pot fi potrivite pentru alte cazuri. Produsele lungi sunt produse din oțel 12 × 18N10T. Materialul de umplutură de această clasă trebuie să îndeplinească cerințele din GOST 18143-72.
Sârmele de umplutură de sudură și-au găsit aplicația în industria de construcții de mașini și industria alimentară, pe șantierele de construcții etc. Are o rezistență ridicată nu numai la coroziune, ci și la efectele mediilor agresive din punct de vedere chimic. Conține o cantitate suficientă de crom, care îl protejează de rugină.
Pentru sudare, se folosesc produse realizate folosind tehnologia de tragere la rece. Are un preț destul de mic și, în același timp, o astfel de procesare își păstrează toate proprietățile. Acest fir asigură calitatea cusăturii la prelucrarea oricărui material.
Sârmă inoxidabilă 12X18H10T
Deci, sistemele de alimentare cu apă sunt adesea asamblate din fitinguri de conducte realizate din această oțel. La asamblare și reparare, utilizarea unui aditiv de sudură de calitate 12X18H10T este considerată optimă.
Această calitate a oțelului este disponibilă în mai multe versiuni. Pentru producția sa se folosesc tehnologii de laminare la cald sau la rece. Acestea fac posibilă obținerea unui produs cu diametrul de 0,2 până la 6 mm. Atunci când utilizați firul acestei mărci, trebuie avut în vedere faptul că poate modifica unii dintre parametrii săi în funcție de diametru.
Sudarea pieselor din oțel inoxidabil este un proces tehnologic complex și, dacă îi încălcați regulile, atunci rezultatul poate fi un număr mare de produse necorespunzătoare. Pentru a evita acest lucru, este necesar să faceți alegerea corectă a materialului de sârmă. Firul din oțel 12X18H10T este un produs specific și este posibil să nu fie potrivit pentru majoritatea tipurilor de oțel aliat. Principala regulă pentru alegerea unui material pentru sudare este identitatea compoziției chimice. Sârmă făcută din acest sârmă este bună, deoarece industria produce o gamă largă și, de regulă, nu există probleme cu alegerea. Apropo, la sudare, poate fi necesară preîncălzirea și răcirea lină. Încălzirea se efectuează cu ajutorul unui arzător cu gaz.
Sârmă de umplere și caracteristicile sale
Sârma este un produs metalic cu o secțiune transversală mică. Mai mult decât atât, este atât de mic încât are dimensiuni incomparabile cu lungimea sa. Pentru producția de sârmă, se utilizează diferite tipuri de metale - atât feroase, neferoase, cât și inoxidabile.

Sârmă cu miez de flux
O clasă separată de produse este sudarea. Este folosit pentru sudarea automată și semi-automată. Se folosește la fabricarea electrozilor, tijelor și a altor produse utilizate la sudarea manuală și automată a pieselor.
De fapt, înlocuiește electrozii utilizați la sudare. Prin intermediul acestuia, electricitatea este furnizată în zona de sudare, care este necesară pentru aprinderea și menținerea arcului. În plus, firul participă la formarea sudurilor și furnizează parametrii lor fizici și mecanici.
Pentru producția de sârmă utilizată pentru sudare, se utilizează diferite tipuri de metal. În acest caz, domeniul de utilizare al firului finit se poate modifica. De exemplu, aluminiul poate fi utilizat la producerea firelor de sudură. Poate fi folosit pentru a lucra cu aliaje pe bază de magneziu, aluminiu și multe altele. Dacă firul este fabricat din oțel inoxidabil, atunci este utilizat la sudarea pieselor din oțel rezistente la coroziune.
În construcția navelor, se folosește cel mai des sârmă cu miez de flux. În plus, există sârmă placată cu cupru. Utilizarea acestuia presupune obținerea cusăturilor de calitate.Nu cu mult timp în urmă, sârma a fost utilizată fără nicio acoperire.

Sârmă de umplere placată cu cupru
Atunci când alegeți un fir pentru sudare, trebuie să vă amintiți întotdeauna că există mai multe tipuri de produse similare pe piață. Ele diferă unele de altele nu numai prin compoziția chimică, ci și prin structură, prin cantitatea de componente aliate.
Firul trebuie selectat pe baza semnelor aplicate pe suprafața sau pe ambalaj. Marcajele spun consumatorului despre parametrii fizici și tehnici ai firului și domeniul de aplicare al acestuia.
De exemplu, în GOST 2246-70, acesta este un document care standardizează specificațiile tehnice pentru sârmă de sudură din oțel. Deci, se spune că pentru producerea acestui material de sudură este permis să se utilizeze oțel cu conținut scăzut de carbon (Sv-08AA, Sv-08GA) aliaje (Sv-08KhN2GMYu, Sv-08KhN2G2SMYU) și aliaje foarte aliate (Sv-10Kh16N25AM6, Sv-09Kh16N25M6AF).
În plus, firul de sudură este împărțit în cel care este utilizat pentru efectuarea sudării și cel din care sunt produși electrozii. Poate fi fabricat cu sau fără placare de cupru. Toate subtilitățile referitoare la diametrul, gradul aliajului de oțel, prezența acoperirii trebuie discutate la plasarea unei comenzi.
Avantaje
Firele de umplere pot fi clasificate ca auto-ecranate și gaz-ecranate. Protecția firului poate fi asigurată de diferite tipuri de gaze. Utilizarea sârmei de sudură face posibilă obținerea:
- Datorită fluxului ridicat de căldură, electrodul formează o zonă îngustă de acțiune termică asupra metalului.
- Efectul necesar asupra metalului sudurii formate prin schimbarea compoziției gazului și a gradului firului.
- Productivitate ridicată a muncii în timpul sudării.
Sârmă cu flux auto-ecranat
Utilizarea sârmei de sudură oferă oportunități excelente pentru mecanizarea lucrului.
Unul dintre avantajele evidente este că, datorită utilizării firului pentru sudarea cu arc electric, există o scădere a timpului principal și auxiliar pentru efectuarea lucrărilor, ca urmare, costurile generale sunt reduse și costul produselor finite este redus.

Sârmă de umplere cu suprafață lustruită
Există două tipuri de sârmă de umplutură - lustruită și placată cu cupru. Iar starea suprafeței sârmei are un efect semnificativ asupra calității arcului, a cusăturii rezultate, a numărului de picături de metal topit și, desigur, asupra fiabilității echipamentelor de sudură.
Compoziția chimică a firului de sudură pentru oțel inoxidabil 12X18H10T
Proprietățile unui produs sunt determinate de compoziția sa. Această marcă include următoarele elemente chimice:
| Element chimic | Conținut în compoziție,% |
| Carbon | 0,11 |
| Siliciu | 0,8 |
| Mangan | 2 |
| Nichel | 10 |
| Crom | 18 |
| Titan | 1 |
| Fier | Fundatia |
Nomenclatură
Sârma de sudură pentru oțel inoxidabil 12X18H10T are o gamă destul de largă și este disponibilă în următoarele diametre:
- 6;
- 5;
- 4;
- 3;
- 2,5;
- 2;
- 1,6;
- 1,5;
- 1,4;
- 1,2;
- 1;
- 0,8;
- 0,7;
- 0,6;
- 0,5;
- 0,45;
- 0,4;
- 0,3;
- 0,25;
- 0,2.
Specificațiile mărcii
Sârmă pentru sudarea oțelului inoxidabil 12X18H10T își poate modifica proprietățile, în funcție de diametru. Acestea sunt abateri minore care ar trebui încă luate în considerare la selectarea materialului pentru lucru. Tabelul de caracteristici arată astfel:
|
Grad de sârmă |
Diametrul materialului de umplere, mm | Laminat la cald | Laminat la rece | ||
|
Rezistență temporară la tracțiune, N / mm2 |
Alungire,% cu o lungime a probei de 0,1 m. |
||||
| 1 clasă | Clasa a II-a | ||||
|
12X18H10T |
0,2-1 |
590-880 | 25 | 20 | 1130-1470 |
|
1,1-3 |
540-830 |
||||
| 3,1-7,5 |
1080-1420 |
Caracteristici la alegere
Sudarea produselor din oțel inoxidabil este un proces foarte dificil, care poate duce la o mulțime de resturi. Pentru a evita acest lucru, este necesar să selectați compoziția materialului foarte precis. Sârma de sudură pentru sudarea oțelului 12X18H10T este un produs specific care nu este potrivit pentru toate tipurile de oțel aliat. La urma urmei, principala regulă de selecție este identitatea compoziției. Cea mai convenabilă opțiune aici ar fi sudarea țevilor din oțel inoxidabil de aceeași calitate.Este demn de remarcat faptul că atunci când selectați un material de umplutură în producție, unde toate componentele pot fi încă schimbate, totul se face pentru comoditate, deoarece puteți schimba compoziția metalului de bază, astfel încât să fie convenabil să îl conectați cu acest fir și practic nu există probleme cu selectarea altor materiale de sudură ... În sfera privată, situația arată oarecum diferită, deoarece materialele sunt utilizate în principal pentru reparații și este necesară o alegere exactă. După ce ați studiat compoziția metalului de bază și a firului de umplere, puteți determina cu exactitate alegerea.
Marca de sârmă este convenabilă, deoarece are o gamă largă de produse. Nu există probleme cu selectarea grosimii necesare. Chiar și în acele momente în care nu este permisă o dispersie mare și o eroare, atunci când vine vorba de dimensiuni mici, aici pasul cu diametrul este de 0,1-0,2 mm. Toate acestea fac posibilă obținerea unei îmbinări de sudură de înaltă calitate fără probleme cu arderea prin metalul de bază. Bineînțeles, nu toată lumea are posibilitatea de a avea întregul rând, prin urmare, atunci când alege, merită să fie ghidat astfel încât grosimea metalului de bază să coincidă cu dimensiunea diametrului firului.
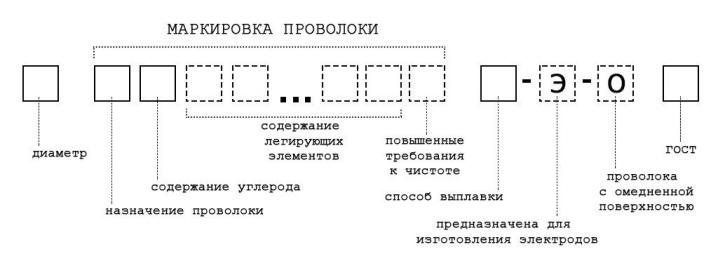
Decodare
Marcarea firului conține informații despre acele elemente care determină proprietățile de bază ale materialului și conținutul lor se dovedește a fi decisiv. În acest caz, situația este următoarea:
- 12 - conținutul de carbon este de 0,12%;
- X18 - conținutul de crom este de 18%;
- Н10 - conținutul de nichel este de 10%;
- T - conținutul de titan este de aproximativ 1%.
Caracteristici de sudare
Pentru a face conexiunea cât mai înaltă posibil și în timpul procesului în sine a existat un număr minim de probleme, ar trebui să respectați modurile de conectare exacte:
|
Grosimea firului, mm |
Tip de |
Puterea actuală, A |
| Sudare manuală | ||
| 1 2 3 | Metal cu flanșă |
35-60 65-120 100-140 |
| 1 2 3 | Poziția capătului metalic |
40-70 75-120 120-160 |
| Sudare automată | ||
| 1 2,5 4 | Poziția de fund |
60-120 110-200 130-250 |
| 1 2 4 | Poziția de cap cu aditiv |
80-140 140-240 200-280 |
Sudarea oțelului de calitate 12X18H10T
Electrozi
Electrozii 12x18n10t sunt adesea tije realizate din metal înalt aliat cu un strat de bază, care conține și componente de aliere. Compoziția unor astfel de electrozi este în multe feluri similară compoziției din oțel inoxidabil în sine. Prin urmare, cusăturile sunt de o calitate suficientă și durabile. Dar acesta nu este principalul avantaj.
Alegerea corectă a electrozilor nu poate fi doar completată, ci și ușor modificată compoziția chimică a metalului depus. Nu uitați că la topire, electrodul se amestecă cu metalul de bază din bazinul de sudură, astfel încât este posibil să se schimbe compoziția sudurii.

Prin urmare, electrozii pentru sudarea oțelului inoxidabil trebuie selectați cu o atenție deosebită. Într-adevăr, cu ajutorul lor, puteți schimba semnificativ caracteristicile operaționale ale sudurii
Fluxuri
Câteva cuvinte despre fluxuri. Sunt folosite și la sudarea din oțel inoxidabil. Fluxurile de fluor utilizate cel mai frecvent. Acestea ar trebui utilizate în combinație cu fire de umplutură din aliaj înalt. În opinia noastră, fluxul cel mai optim pentru sudarea oțelurilor de tip 12x18n10t este ANF-5. Nu numai că protejează bine piscina de sudură de oxidare, ci și aliajează metalul de sudură. Deoarece conține și titan.
Fluxul ANF-5 previne formarea porilor în cusătura de sudură, care se găsește adesea datorită cantității mari de hidrogen. De asemenea, fluxurile pe bază de oxid pot fi utilizate în locul fluxurilor de fluor.
Moduri
Acum că ați selectat electrozii și fluxul, este timpul să vă gândiți la modul de sudare.
Principalul lucru pe care trebuie să-l acordați este cantitatea de căldură introdusă. Intrarea de căldură este viteza cu care curentul este transferat de la arcul de sudură la metal.
În cazul sudării din oțel inoxidabil, puterea de căldură ar trebui să fie redusă.
De asemenea, se recomandă formarea cusăturilor subțiri cu o secțiune transversală mică. Acest lucru se poate realiza utilizând un fir de umplere cu diametru mic, de până la 3 mm. Vă rugăm să rețineți că oțelul inoxidabil are o conductivitate electrică redusă.Pentru ca această caracteristică să nu devină o durere de cap pentru dvs., reduceți bastonul din electrod de o dată și jumătate până la două ori în comparație cu bastonul pentru sudarea oțelului carbon.
Tehnologii
Să trecem la cel mai interesant lucru - tehnologiile. La sudarea oțelului inoxidabil, puteți aplica tehnologia sudării semi-automate într-o atmosferă protejată, tehnologia de sudare prin rezistență, sudarea cu un electrod neconsumabil și sudarea cu electrozi băț. V ca gaz de protecție cel mai adesea folosesc argon, un amestec de argon cu dioxid de carbon și, uneori, heliu. Să aruncăm o privire mai atentă asupra a două tehnologii de sudare: arc de argon și sudură cu electrod neconsumabil.
Sudarea cu arc cu argon folosind electrozi consumabili și neconsumabili este utilizată cel mai adesea în producția profesională. Pentru a face acest lucru, vă recomandăm să setați polaritatea inversă și să fierbeți cu DC. Ca protecție, deoarece nu este greu de ghicit, se folosește gazul argon. Puteți utiliza fie argon pur, fie un amestec al acestuia cu dioxid de carbon sau oxigen. Utilizarea amestecurilor va stabiliza arderea arcului, va simplifica formarea cusăturii și va reduce probabilitatea formării porilor.

Dacă decideți să utilizați tehnologia electrodului neconsumabil, setați polaritatea să direcționeze și să sudeze cu curent continuu. Folosiți electrozi din tungsten. Utilizarea curentului alternativ este posibilă, dar nu întotdeauna recomandabilă. Dacă metalul conține o cantitate mare de aluminiu (ceea ce este rar), atunci puteți utiliza „schimbare”.
Să adăugăm și câteva cuvinte despre sudarea cu băț. Această metodă este considerată neprofesionistă și este utilizată doar acasă sau în întreprinderile mici în care calitatea muncii nu este critică. Această metodă este bună dacă sunteți sudor de garaj și nu doriți să cheltuiți bani pentru echipamente suplimentare. Trebuie doar să aveți un invertor simplu și să ridicați electrozii. Dar dacă solicitați o calitate decentă a cusăturilor, vă recomandăm să optați în continuare pentru sudare într-un mediu cu gaz protejat. Și pentru o astfel de muncă, aveți nevoie de un dispozitiv semiautomatic, o butelie de gaz și un fir de sudură sau electrozi. Acesta este setul minim pentru sudarea mai mult sau mai puțin de înaltă calitate într-un atelier sau chiar într-un garaj.
Caracteristicile mărcii
Înainte de a trece la o descriere detaliată a sudării, familiarizați-vă cu unele dintre caracteristicile oțelului inoxidabil de calitate 12x18n10t.

Principalul lucru pe care trebuie să-l știți este că oțelul inoxidabil este extrem de predispus la coroziune intergranulară. Chiar dacă rezistența generală la coroziune este destul de mare. Dar există o veste bună. Coroziunea intercristalină apare numai atunci când metalul este calcinat într-un cuptor. O temperatură de 500 de grade este suficientă pentru ca structura oțelului inoxidabil să se schimbe și să crească probabilitatea de coroziune.
Producătorii sunt bine conștienți de acest lucru și, prin urmare, adaugă elemente de aliere la oțelul inoxidabil. În cazul mărcii noastre 12x18n10t, acesta este titan. Acest lucru este demonstrat de litera „T” la sfârșitul marcajului. Înainte de sudare, aflați marcajul exact al oțelului și asigurați-vă că acesta conține elemente de aliere. În plus față de titan, se utilizează niobiu, în marcaj este notat cu litera „B”.
Sfaturi de utilizare
Pentru a obține o conexiune bună, mulți sudori folosesc mașini semi-automate atunci când lucrează cu sârmă inoxidabilă. Acest echipament protejează cusăturile de influențe străine, alimentează automat firul de umplere la locul de sudare, se răcește forțat și poate fi utilizat în locuri greu accesibile.
Înainte de a face munca, merită să faceți etapa pregătitoare, adică să efectuați o serie de activități.
- Eliminați contaminarea de pe suprafața tratată.
- Degresați sudura pieselor de prelucrat.
- Îndepărtați excesul de umiditate de pe suprafețe încălzindu-le la 100 de grade.

Pentru a obține o grosime mică a cusăturii de tranziție între piesele de sudat, puteți utiliza mai multe metode de sudare:
- metoda arcului scurt;
- transfer cu jet de cerneală;
- metoda impulsului universal.

Pentru a obține un rezultat de înaltă calitate al lucrării cu un aditiv inox, sudorul va trebui să îndeplinească următoarele cerințe:
- poziționați arzătorul la un unghi negativ;
- conduceți capul la o distanță de 1,2 cm de suprafața metalică;
- topirea firului trebuie făcută în porțiuni mici; picături mari nu trebuie folosite aici.

Sudarea sârmei inoxidabile este un atribut important, fără de care este dificil să ne imaginăm procesul de sudare. Consumatorii pot achiziționa acest produs într-o sculetă, bobină sau bobină. Acest tip universal de materie primă are proprietăți tehnologice ridicate și, prin urmare, este utilizat în multe industrii și construcții.
Pentru sfaturi despre alegerea unui fir pentru sudare, consultați următorul videoclip.
Decodarea marcajului
Sârma de sudură inoxidabilă este desemnată în același mod ca și aliajul. Singura diferență se poate numi prezența cromului și a nichelului în cantități mari în oțel inoxidabil. Sârmă inoxidabilă solidă este marcată în conformitate cu GOST 2246-70.
Denumirea poate conține următoarele litere:
- A - firul conține o cantitate standard de fosfor și sulf;
- AA - substanțele de mai sus sunt conținute într-o cantitate redusă;
- Ш - produsul a fost produs prin retopirea electroslagului;
- E - firul este utilizat pentru pregătirea electrozilor;
- О - există o acoperire de cupru pe suprafața produsului, prin urmare firul este utilizat în cazul realizării conexiunilor critice cu un arc stabil.
Conform standardelor GOST, marcarea firului de oțel poate conține următoarele denumiri:
- X - produs laminat la rece;
- T - prelucrate termic;
- P - precizie crescută a producției;
- TS este un metal de culoare deschisă, în care nu există oxizi.


În funcție de diametru, 100 m de sârmă din oțel inoxidabil pentru sudare are următoarele greutăți:
- 0,5 mm - 0,31 kg;
- 1 mm - 0,62 kg;
- 1,5 mm - 1,4 kg;
- 2 mm - 2, 48 kg.

Tipuri de sârmă de sudură pentru dispozitive semiautomatice
În condiții normale, se utilizează puțin peste o duzină de tipuri de sârmă de sudură, din peste șaptezeci de tipuri produse. Acest lucru se datorează specificității industriale a utilizării majorității tipurilor de mașini de sudat și costului ridicat al unora dintre ele. Cele mai populare tipuri sunt produse cu un diametru de 0,6 mm până la 2 mm, cântărind de la 1 kg la 5 kg. Produsele sunt împărțite în sârmă solidă și sârmă tubulară cu umpluturi de umplutură, care au diverse scopuri. În ceea ce privește compoziția chimică, poate fi aluminiu, placat cu cupru, dopat cu titan și aliaje.
Sârmă special aleasă cu atenție pentru sudarea semiautomatică a oțelului inoxidabil, deoarece ar trebui să fie cât mai aproape posibil în compoziție de materialul de sudat. Parametrii actuali sunt, de asemenea, importanți, deoarece supraîncălzirea la sudarea oțelului inoxidabil duce la pierderea proprietăților fizice ale acestui material.
La îmbinarea diferitelor clase de oțel inoxidabil, trebuie selectate următoarele tipuri de sârmă de sudură inoxidabilă:
- pentru oțelurile crom-nichel 12X18H9T și 08X18H10T, utilizați clasele SV-06X19H9T, SV-01X18H10 sau un analog al OK Autrod 347 Si în argon;
- tipurile de oțel 03X17H14M2 și 08X18H10T sunt sudate folosind clasele SV-01X18H10, SV-06X19H9T și OK Autrod 308LSi în gaz inert;
- oțelul inoxidabil cu compoziție crom-nichel-molibden este sudat cu sârmă SV-06Kh20N11M3TB, SV-08Kh19N10M3B și OK Autrod 318 în atmosferă de argon.
Aceste tipuri de sârmă se potrivesc cu oțel inoxidabil și oferă rezistență ridicată la tracțiune, alungire, rezistență și proprietăți de curgere, făcând îmbinarea puternică și elastică după răcire și îndepărtarea zgurii. Când lucrați cu invertor de înaltă frecvență sau curent continuu, metalul din baia de sudură nu se supraîncălzește, ceea ce înseamnă că rezistența la coroziune la joncțiunea pieselor nu este perturbată.
Parametrii și compoziția firului sunt reglementate de GOST 18143-72, care determină criteriile de evaluare a calității și metoda de producție.
De asemenea, pentru îmbinarea materialelor inoxidabile și a oțelurilor diferite, se folosește sârmă cu miez de flux cu umplutură de rutil. Este utilizat pentru sudarea oțelurilor greu de sudat, carbon-mangan și inox într-un amestec de gaze de 80% argon și 20% dioxid de carbon. Produsele sub formă de pulbere permit lucrul în orice poziție și sunt dopate cu molibden, ceea ce conferă cusăturii proprietăți fizice și chimice ridicate.
Pentru gradele de oțel E 2209, se utilizează OK Tubrod 14.27, pentru oțel inoxidabil 317 și 317L, se utilizează OK Tubrod 14.25, iar pentru gradul 309, OK Tubrod 14.22 este potrivit. Pentru sudarea altor metale, puteți utiliza produse cu pulbere auto-ecranate cu flux (de exemplu, SV-000009283), care nu necesită un mediu cu gaz inert.

Ce electrozi pentru a găti oțel inoxidabil de 1 mm.
 Sudarea metalului subțire este un proces dificil nu numai pentru începători, ci și pentru sudorii experimentați. Acest proces are mai multe complicații:
Sudarea metalului subțire este un proces dificil nu numai pentru începători, ci și pentru sudorii experimentați. Acest proces are mai multe complicații:
- încălzirea puternică a produsului poate duce la epuizare și la formarea unei găuri;
- o temperatură ridicată de încălzire poate duce, de asemenea, la o schimbare a geometriei foilor subțiri;
- arcul scurt, cu ajutorul căruia se realizează conexiunea, se stinge cu o ușoară separare.
Aceste probleme pot complica semnificativ munca de sudare.
Prin urmare, pentru a evita astfel de dificultăți, este foarte important să știm ce electrozi sunt necesari pentru sudarea oțelului inoxidabil subțire.
OK 63.34 sunt destinate sudării metalului subțire. De asemenea, marca este perfectă pentru produsele cu pereți groși. Electrozii se caracterizează printr-o separare îmbunătățită a zgurii.
OK 63.20 (în imagine) sunt în special solicitate pentru conectarea țevilor și a metalului subțire. Procesul de sudare are loc în timpul aprinderii și stingerii arcului pe termen scurt.