Caracteristici și proprietăți
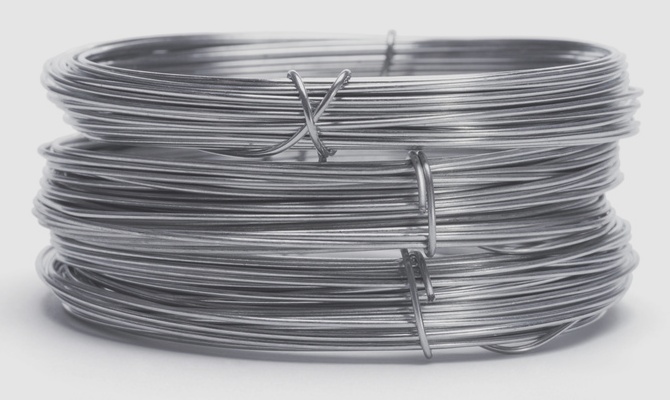
În forma sa cea mai generală, un fir este o tijă metalică flexibilă de metal, de obicei de formă cilindrică. Este folosit pentru a rezista la stres mecanic crescut, precum și pentru a transmite semnale TV și audio și electricitate. Sârma de oțel poate fi solidă, torsadată sau împletită. În majoritatea cazurilor, se realizează cu o secțiune transversală rotunjită, puțin mai rar este realizată în forme pătrate, hexagonale, dreptunghiulare și alte forme.
Sârma de oțel aparține categoriei de produse structurale; este utilizată pe scară largă în producția de produse din cabluri de oțel, cabluri de oțel, plase metalizate, arcuri, precum și diverse elemente de încălzire ale cuptoarelor electrice. Feroneria (piulițele, șuruburile și niturile) sunt realizate din sârmă - în acest caz, producția se bazează pe tehnica de direcționare la rece.

Principalii consumatori de sârmă de oțel și bunuri realizate din acesta sunt domenii precum prelucrarea metalelor și ingineria mecanică, bunurile sunt achiziționate pentru nevoile construcțiilor, industriilor chimice, petrochimice, metalurgiei feroase și neferoase. Cea mai răspândită sârmă este fabricată din aliaj de oțel cu emisii reduse de carbon, este un produs metalizat lung, cu un conținut redus de carbon. Datorită acestor proprietăți tehnice, produsul este obținut cu o rezistență crescută în combinație cu o ductilitate bună.


Dacă un strat de zinc este aplicat suplimentar pe un fir de oțel de uz general, atunci acesta capătă rezistență la coroziune. De aceea, firul zincat este utilizat în condiții de umiditate ridicată, în timp ce își păstrează caracteristicile fizice și operaționale inițiale pentru o lungă perioadă de timp. În conformitate cu actualul GOST 3282-74, firul de oțel care a fost tras a devenit mai moale.
Această caracteristică face posibilă utilizarea acestuia pentru efectuarea lucrărilor de armare, precum și includerea produsului în procesul tehnologic pentru armarea tricoturilor, ambalarea bunurilor posibile și producerea diferitelor piese. Sârmă pentru cel mai general scop este mai solicitată între toate celelalte tipuri de sârmă.


2 Tipuri și caracteristici tehnice ale PP în conformitate cu GOST 9389-75
Conform acestui Gosstandart, firul cu arc poate avea un grad de precizie crescut și normal. În ceea ce privește performanța mecanică, este împărțit în patru clase (3, 2A, 2 și 1) și trei clase (A, B, C). Produsele din clasa 2A sunt întotdeauna produse cu o precizie sporită.
Principalele caracteristici ale PP:
- diametru - 0,14–8 mm (abateri permise - de la ± 0,01 la ± 0,05);
- ovalitate - nu mai mult de jumătate din abaterile indicate;
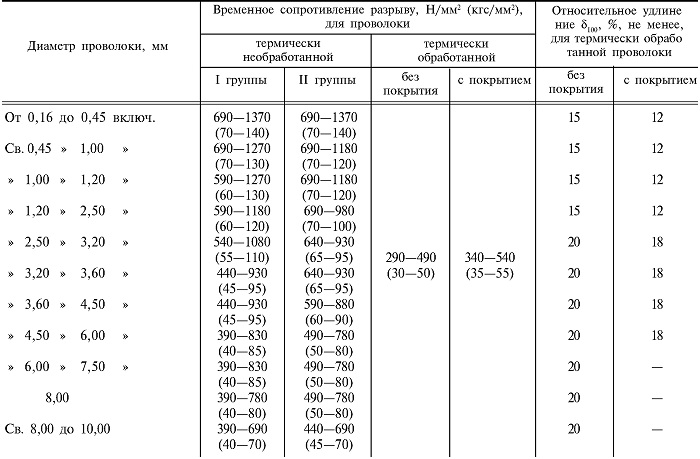
- rezistența la tracțiune - de la 1030-1230 (fir de arc din clasa 3 cu o secțiune de 8 mm) până la 2740-3090 (produse din clasa I cu o secțiune de 0,14 mm) N / mm2;
- numărul de răsuciri pe care PP le poate rezista este de la 4 la 35 (indicatorul specific depinde de materia primă din care este fabricat firul, precum și de clasa și tipul produsului finit);
- greutate (stabilită prin calcule teoretice) 1000 de metri de produse din sârmă - 0,1208–394,6 kg.
 Sârmă cu arc de înaltă precizie
Sârmă cu arc de înaltă precizie
GOST 9389-75 impune ca firul de arc din carbon, care este utilizat pentru înfășurarea arcurilor conform metodei reci, fără întărire, să fie realizat din oțeluri carbon specificate în standardele 14959, 1050 și 1435. La cererea consumatorului, PP poate fi produs din alte aliaje de oțel, în care conținutul de fosfor și sulf nu depășește 0,035 și respectiv 0,030%.
Gosstandart 9389-75 nu permite ondularea, rugina, firele de păr, captivitatea, scoicile, apusurile de soare, crăpăturile de pe suprafața produselor finite, rugina, fenomenul decarburării (complet) PP. Decarburarea parțială este posibilă, dar adâncimea acesteia nu trebuie să depășească 1,5-3% din secțiunea produsului din sârmă.
 Sârmă cu arc GOST 9389-75
Sârmă cu arc GOST 9389-75
Sârma este furnizată atât pe bobine, cât și în bobine. Îl înfășoară în așa fel încât atunci când derulați materialul să nu se înghesuie în opt. Pe bobine și bobine cu o greutate mai mică de 250 kg, PP este înfășurat într-o singură bucată, mai mult de 250 kg - cu maximum trei bucăți. Mai mult, GOST 9389-75 specifică necesitatea de a pune prize speciale în locurile în care segmentele sunt împărțite. O bucată de sârmă nu poate fi mai mică de 0,3 kg pentru produsele cu un diametru de până la 0,25 mm și mai mică de 30 kg pentru produsele cu un diametru mai mare de 3 mm kilograme.
Reguli de acceptare
Au fost stabilite cerințe pentru produsele acceptate care vă permit să monitorizați calitatea acestora. Lista acestor cerințe include următoarele prevederi:
- firul este acceptat pe loturi;
- fiecare lot trebuie să includă un produs cu aceiași parametri tehnici (clasă, diametru, metodă de prelucrare, tip de acoperire);
- fiecare lot este documentat;
- documentul include următoarele informații: denumirea produsului, detaliile producătorului, marcarea în conformitate cu GOST, rezultatele testelor;
- caracteristicile greutății și mărimii.
Conform procedurii stabilite, calitatea învelișului de suprafață este verificată pe fiecare tambur sau pe scară. Diametrele și toleranțele sunt verificate selectiv pentru 5% din produsul finit. Doar trei la sută din întregul lot este testat pentru proprietăți mecanice.
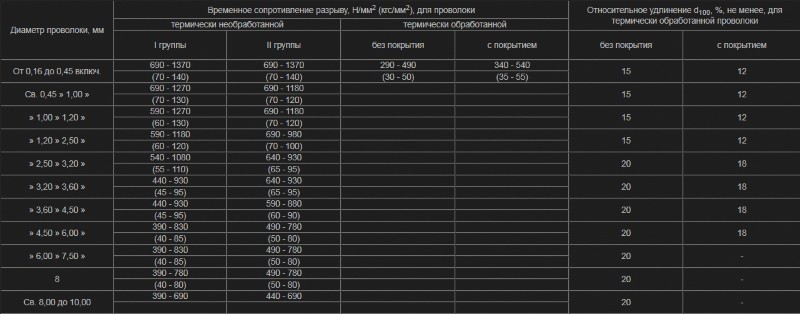
Caracteristicile mecanice ale firului
Dacă rezultatele sunt nesatisfăcătoare, se repetă eșantionarea, testele se repetă din nou.
Rezultatele finale sunt considerate acceptabile pentru întregul lot.
1 Domenii de aplicare a sârmei de oțel
Timp de mulți ani, sârma de oțel cu emisii reduse de carbon (GOST 3282-74), care este utilizată în diverse domenii industriale și economice, a rămas lider în rândul consumatorilor. Deci, foarte des este utilizat în ingineria electrică, atunci când este necesar să se construiască o buclă de masă sau suporturi pentru telefoane sau linii de transmisie a energiei electrice. Șiruri pentru dane sau nave sunt, de asemenea, fabricate din acest material.
Pentru fixarea oricărei piese din orice producție sau gospodărie, acest produs este utilizat și din oțel zincat (GOST 3282-74). Cel mai adesea, materialul își găsește scopul în timpul construcției unei plase cu lanț, precum și pentru fabricarea cuie, sârmă ghimpată, plasă sudată.
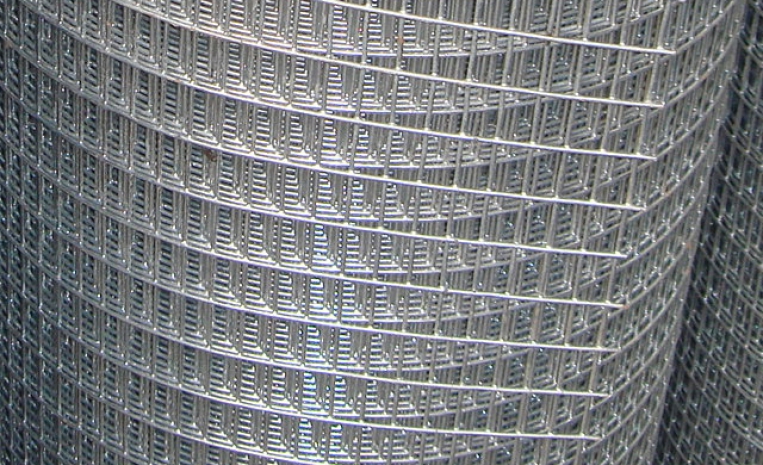
Plasă de sârmă sudată din sârmă de oțel zincat
Pentru legarea armăturilor, exploatării forestiere și a altor articole, sârmă și-a găsit scopul în industria construcțiilor. De asemenea, sârmele zincate sunt utilizate pe scară largă în agricultură, medicină și alte industrii.
Ar trebui spus despre utilizarea produselor din oțel zincat în producția de hardware. Se poate observa că materialul are un scop și o utilizare generală.
1.1 Soiuri și sortiment de sârmă de oțel
Există multe varietăți de sârmă de oțel zincat.
Principalele sunt:
- inoxidabil - fabricat dintr-un aliaj special rezistent la căldură care nu suferă procese corozive, este cel mai adesea utilizat în producția de hardware;
- sudare - există diferite diametre de 0,5-8 mm, este adesea utilizată în timpul sudării cu arc electric;
- armare - utilizată pentru consolidarea suplimentară a tuturor tipurilor de structuri din beton armat care sunt sub presiune ridicată sau fără tensiune. Datorită secțiunilor din materialul din oțel, o bună aderență la suprafața betonului are loc în timpul armării;
- arc (tras la rece) - acest analog este destinat fabricării arcurilor, care sunt realizate prin tehnica bobinării la rece, fără tratament termic suplimentar;
- telecabină - pentru fabricarea cablurilor marine și a altor frânghii, cel mai bine este să țeseți;
- cablu - pentru proiectarea învelișurilor de protecție blindate pentru cabluri și fire;
- tricotat - fabricat din oțel cu conținut scăzut de carbon (GOST 3282-74), are o rezistență și ductilitate ridicate, este cel mai adesea utilizat în construcții și agricultură, de exemplu, pentru legarea plantelor de țesut și este, de asemenea, considerat un fir de uz general.
Limitarea perioadei de valabilitate a fost ridicată în conformitate cu protocolul nr. 4-93 al Consiliului Interstatal pentru Standardizare, Metrologie și Certificare (NUS 4-94)
6. EDIȚIE (decembrie 2006) cu amendamentele nr. 1, 2, 3, 4, 5, aprobate în mai 1977, noiembrie 1978, decembrie 1983, iunie 1984, septembrie 1988 (NUS 7-77, 1-79, 4-84 , 9-84, 1-89), cu amendament (NUS 2-99)
Editor M.I. Editor tehnic Maksimova V.N. Prusakova Proofreader E.D. Dulneva Dispozitiv computer I.A. Naleykina
Semnat pentru tipărire la 15 ianuarie 2007. Formatează 60 x 84 * / 8- Hârtie offset. Căști Times. Tipărire offset. Uel. tipareste foaia 1.40. Academic și Editura 1.10. Tiraj 95 exemplare. Zach. 30.S 3573.
FSUE "Standartinform", 123995 Moscova, Granatny per., 4.
Ați introdus întreprinderea unitară de stat federal „Standartinform” pe un computer.
Tipărit la sucursala întreprinderii unitare de stat federale "Standartinform" - tip. „Imprimanta Moscovei”, 105062 Moscova, Lyalin per., 6.
DOCUMENTE DE REGLEMENTARE ȘI TEHNICE
|
Desemnarea NTD la care se face referire |
Numărul de articol |
Desemnarea NTD la care se face referire |
Numărul de articol |
|
GOST 1050-88 |
2.1 |
GOST 15150-69 |
5.10 |
|
GOST 1579-93 |
4.3 |
GOST 15171-78 |
5.3 |
|
GOST 3118-77 |
4.6.1 |
GOST 15846-2002 |
5.4 |
|
GOST 4165-78 |
4.6.3 |
GOST 16272-79 |
5.4 |
|
GOST 4204-77 |
4.6.1 |
GOST 16536-90 |
5.4 |
|
GOST 5530-2004 |
5.4 |
GOST 18617-83 |
5.4 |
|
GOST 6507-90 |
4.2 |
GOST 20435-75 |
5.8 |
|
GOST 8828-89 |
5.4 |
GOST 20799-88 |
5.3 |
|
GOST 9569-79 |
5.4 |
GOST 21650-76 |
5.5 |
|
GOST 10354-82 |
5.4 |
GOST 22225-76 |
5.8 |
|
GOST 10396-84 |
5.4 |
GOST 23639-79 |
5.3 |
|
GOST 10446-80 |
4.3 |
GOST 24597-81 |
5.5 |
|
GOST 10447-93 |
4.3 |
OST 14-43-80 |
5.4 |
|
GOST 10877-76 |
5.3 |
OST 14-15-193-86 |
2.1 |
|
GOST 14192-96 |
5.9 |
OST 38.01436-88 |
5.3 |
|
GOST 15102-75 |
5.8 |
Ambalare, etichetare, transport și depozitare
După producerea sârmei de oțel, verificând calitatea acestuia, este necesar să se rezolve probleme logistice importante. Ele pot fi rezolvate cu succes numai cu respectarea strictă a standardelor stabilite pentru ambalare, etichetare, depozitare și transport.
Următoarele cerințe sunt impuse pe ambalajul unui astfel de produs din oțel specific:
- produsele finite sunt ambalate în bobine, colaci, colaci;
- pentru a da rezistență, fiecare scindă este legată cu același fir de oțel (punctele de atașare trebuie distribuite pe lungime);
- toate unitățile de ambalare sunt bine înfășurate, capetele sunt scoase în așa fel încât să fie disponibile pentru derulare;
- bobinele de sârmă de oțel subțire (de exemplu, 0,8 mm și mai subțire) sunt legate cu sârmă de oțel de același diametru;
- pe bobină, capătul firului trebuie să fie ridicat și să aibă o buclă de fixare;
- în cazul în care se pregătește pentru expediere un lot întreg de sculete cu același nume, acestea sunt combinate și legate în golfuri;
- conservarea produselor din oțel livrate se efectuează numai la cererea clientului.

Ambalare de sârmă
La cererea standardului, produsele finite pot fi ambalate și conservate după cum urmează:
- bobinele pregătite pentru transport cu sârmă înfășurată de 0,5 mm trebuie învelite în hârtie specială și plasate în cutii;
- bobinele cu sârmă de diametru mai mare, pe lângă stratul de hârtie, sunt învelite cu un film de polimer;
- pe lângă filmul polimeric, standardul permite utilizarea materialelor nețesute;
- bobinele de sârmă groasă cu o greutate totală de la 500 kg la 1,5 t nu sunt ambalate.
Pe baza standardelor stabilite, este permisă utilizarea ca material de ambalare pentru sârmă:
- hârtie groasă impregnată cu parafină (în unul sau două straturi);
- diferite tipuri de filme;
- anumite tipuri de materiale nețesute (de exemplu, așa-numita țesătură cusută în containere, în mai multe straturi, impregnată cu o compoziție specială);
- tipuri speciale de țesături: din fibre chimice, țesături sintetice, țesături de ambalare;
- pentru legare și fixare, este permisă utilizarea diferitelor tipuri de benzi tehnice.

Pregătirea firului pentru transport
Sârma de oțel finisată și ambalată poate fi trimisă consumatorului prin orice tip de transport: feroviar, rutier, pe apă
La trimiterea unei comenzi finite, se acordă o atenție specială lungimii brațului de transport și locației geografice a clientului.Dacă transportul implică deplasarea comenzii terminate pentru câteva mii de kilometri, în zone cu un climat rece și umed, atunci conform acordului clientului, expeditorul poate lua măsuri suplimentare pentru a proteja împotriva coroziunii pe drum.
Principala limitare în transportul unei astfel de mărfuri este limitarea greutății unui singur lot. Nu trebuie să depășească 1,5 tone.Consumatorul poate reduce această rată la o valoare convenabilă pentru el, de exemplu, 100 kg.
La mutarea firului de oțel comandat prin transport acoperit, limita de greutate pentru pachet este de 1250 kg. Transportul pe calea ferată poate fi efectuat: în vagoane, vagoane deschise, pe platforme deschise, containere speciale și universale. În toate cazurile, există o procedură și reguli pentru asigurarea unei astfel de mărfuri în transportul feroviar. Aceste reguli sunt stabilite prin ordin al Ministerului Căilor Ferate.
Elementele finite sunt marcate înainte de expediere. După cum prevede standardul, acesta ar trebui să includă următoarele informații:
- etichete informative;
- marcaje de transport;
- semne speciale de manipulare;
- se pot aplica inscripții suplimentare dacă este necesar.

Marcarea produselor finite
Aceste informații sunt tipărite pe o etichetă și atașate la fiecare tambur, indiferent de dimensiune sau greutate. De obicei, această etichetă este realizată într-un mod tipografic și are coloane pentru următoarele informații: marca comercială sau sigla companiei, denumirea produsului, caracteristicile principale. Pe etichetă există o ștampilă a serviciului de control tehnic. Confirmă conformitatea produselor livrate cu standardele. Această etichetă este marcată cu semne de manipulare. Acestea indică ce acțiuni sunt permise să fie efectuate cu această marfă.
Depozitarea acestor produse din oțel cu emisii reduse de carbon nu necesită condiții speciale. Aceste condiții sunt determinate de producător și de consumatorul însuși.
2 GOST-uri pentru sârmă de oțel
Conform GOST, grupurile de materiale din oțel sunt aceleași ca cele descrise mai sus. Ce fel de GOST din acest sau acel asistent din oțel zincat îl vom descrie mai jos.
Tabelul caracteristicilor de conformitate ale produselor GOST 3282-74
Asa de:
- Oțel cu conținut scăzut de carbon pentru uz general GOST 3282-74.
- Sârmă de sudură din oțel GOST 2246-70.
- Sârmă de oțel cu emisii reduse de carbon, trasă la rece GOST 6727-80.
- Sârmă de cablu GOST 7372-79.
- Arc din oțel carbon GOST 9389-75.
- Sârmă ghimpată zincată GOST 285-69.
Trebuie remarcat faptul că dintre toate aceste grupuri, cel mai frecvent și cel mai solicitat este sârmă de oțel, care corespunde GOST 3282-74. Cuie, ochiuri sudate și alte atribute sunt realizate din acesta.
Datorită faptului că materialul GOST 3282-74 este supus unui tratament termic, devine flexibil, nu are proprietăți de deformare și se distinge prin durabilitatea sa.

Toate tipurile de garduri sunt realizate din sârmă de oțel
2.1 Principalii producători de sârmă de oțel
Orice producător de atribute din oțel susține că factorul care afectează prețul unui produs este: tipul și compoziția oțelului, lungimea, diametrul, forma secțiunii, precum și caracteristicile proprietăților fizice și chimice.
Acest lucru se datorează faptului că procesul de producție este mai laborios și necesită o muncă mai minuțioasă și filigranată, precum și mai multe procese.

De asemenea, diverse componente hardware sunt fabricate din sârmă de oțel.
Un producător popular de sârmă GOST 3282-74 și alte soiuri din Rusia și din țările CSI este:
- „BALTIJA-MKZ”, leton-rus JV, LLC, (Riga);
- „TECRUBE SINAQ ZAVODU”, (Baku);
- „Uzina metalurgică bielorusă”, SA, (Zhlobin);
- Uzina de cabluri din oțel Volgograd, SA, (Volgograd);
- „Dneprometiz”, SA (Dnepropetrovsk);
- Uzina metalurgică siberiană de vest, OJSC, (Novokuznetsk);
- Uzina de laminare a oțelului Zaporozhye, OJSC, (Zaporozhye);
- Izhstal JSC (Izhevsk);
- „Industrie”, SA, (Cernăuți);
- "Uzina de hardware din Kiev numită după Scris ", SA, (Fastov);
- „Artictrade Company”, LLC, (Moscova);
- „Krasny Profinter”, uzina Dnipropetrovsk, SA (Dnepropetrovsk);
- „Fabrica de hardware Lepsinsky”, societatea pe acțiuni „Zerger”, (Lepsy).
Fiecare producător oferă un sortiment similar, totuși unii dintre ei au propriile caracteristici și oferte speciale pentru consumatori.
Unul sau alt producător se poate specializa în producția unui anumit tip, de exemplu, GOST 3282-74.
Deoarece acest tip special, așa cum am menționat deja mai sus, este cel mai solicitat și, prin urmare, va aduce mai multe beneficii.
Pentru a obține tipul corect de sârmă, trebuie să știți clar în ce scop va fi utilizat.
În unele cazuri, asistentul pentru oțel GOST 3282-74 poate să nu fie potrivit
De aceea este foarte important să se ia în considerare tipul de activitate și industria în care va fi utilizat materialul metalic.

Atelier de sârmă de oțel tras la rece
Dacă nu sunteți sigur de ce tip veți avea nevoie, cel mai bine este să apelați la consultanții în producție.
Producătorul va putea nu numai să vă ofere un produs de calitate, ci și să vă sfătuiască ce tip să cumpărați.
Fiți atenți la GOST, fiecare producător este obligat să își fabrice produsele în conformitate cu normele și cerințele, adesea pe echipamente automate sau semiautomate. Fiecare tip de fir poate avea propriile dimensiuni, care pot varia într-un anumit domeniu.
Este imperativ ca înainte de a cumpăra firul necesar, să aflați despre diametrul necesar și cantitatea de material care va fi cheltuită.
2.2 Cum funcționează o fabrică de extragere a sârmei de oțel? (video)
Portal armare »Oțel» Sârmă »Soiuri și sortiment de sârmă de oțel cu emisii reduse de carbon
Producție
Eliberarea sârmei de oțel se realizează prin tragerea tijei de sârmă pe echipamente specializate cu ardere ulterioară într-un cuptor special sau fără acesta.
Procesul de broșare și desen nu este deosebit de dificil din punct de vedere tehnic. Tijă de sârmă comprimată este utilizată ca materie primă de lucru, toate manipulările sunt efectuate pe mașini de desen. În comparație cu laminarea metalelor, această operațiune are multe avantaje:
- funcționarea automatizată a mașinilor-unelte asigură o productivitate sporită;
- Desenul permite obținerea unor produse cu o formă ideală regulată, cu o suprafață curată și nivelată - datorită acestui lucru, gradul de prelucrare ulterioară este mult redus, iar firul însuși dobândește proprietăți mecanice îmbunătățite.
În general, producția de sârmă de oțel răsucită implică mai multe etape.
- În această etapă, se realizează gravarea, sarcina principală este de a îndepărta stratul de suprafață de metal și scară, care poate interfera cu desenul. Pregătirea suprafeței se realizează prin degresare, măcinare, lustruire și tăiere mecanică a zonelor respinse. Deoarece compușii chimici complecși pot fi prezenți în scară, tija de sârmă este tratată cu soluții acide încălzite la 50 de grade. După aceea, piesa de prelucrat este spălată și uscată când este încălzită la 75-100 de grade în camere speciale de uscare.
- În această etapă are loc tratamentul termic, al cărui scop este de a face piesa de prelucrat din metal mai moale, scutită de solicitări interne. Pentru aceasta, materialul este încălzit, păstrat pentru o perioadă de timp și răcit. Drept urmare, proprietățile oțelurilor se schimbă semnificativ, iar procesul de tragere și ardere a firelor este facilitat.
- Mai mult, cu ajutorul unui ciocan, plăcile de oțel sunt aplatizate și nivelate. În acest fel, puteți fixa metalul pe tamburul mașinii de desen pentru a-l trece prin matriță.
- În această etapă, desenul se efectuează direct.Pentru aceasta, materiile prime prelucrate și plane sunt trase pe mașină la cea mai mare viteză posibilă printr-un canal conic. În funcție de cantitatea de sârmă trasă, acest proces poate fi unic sau cu mai multe fire.
- În etapa finală, se efectuează tragerea - sarcina principală a acestor manipulări este de a minimiza stresul după extragerea metalului. Oțelul devine elastic, rezistent la tracțiune și rigid, în același timp flexibil până la alungire și răsucire, parametrii precum rezistivitatea și greutatea de 1 metru sunt îmbunătățite.
Există două tipuri de tratament termic.
- Arderea ușoară - efectuată într-un cuptor umplut cu gaz inert. Datorită acestui fapt, metalul nu suferă oxidare, iar scara nu se formează pe el. Produsele finite capătă o nuanță deschisă și un cost foarte impresionant.
- Arderea neagră - în acest caz, se folosește cea mai simplă atmosferă, se formează solzi pe suprafața produselor finite, deci capătă o culoare închisă. Costul unui astfel de fir este mult mai mic decât cel al firului ușor.
Având în vedere că aliajul de oțel aparține categoriei de metale care se corodează rapid, galvanizarea este adesea inclusă în ciclul de producție. Sârma de cea mai bună și cea mai bună calitate este produsă folosind tehnica de zincare la cald, deoarece aceasta asigură aderența maximă a zincului direct la sârmă.
Produsele finite de la ieșire nu se tem de rugină și au în același timp un nivel crescut de protecție împotriva unor factori externi nefavorabili precum acțiunea razelor ultraviolete, vântului și fluctuațiilor de temperatură. În plus, firul de oțel galvanizat este mult mai ductil decât cel ne-zincat și, prin urmare, este mai durabil. După aceea, produsele sunt tăiate în bucăți și marcate.
În conformitate cu GOST 3282-74, sârmă de oțel este produsă din oțel în conformitate cu standardul actual nr. Sârmă finisată cu o secțiune transversală de 0,5 până la 6 mm, care nu a fost supusă tratamentului termic, la ieșire trebuie să reziste la cel puțin 4 coturi fără a încălca integritatea generală și distrugerea structurii metalice. Pe suprafața unui produs neacoperit cu zinc, standardele tehnologice permit prezența micilor urme și zgârieturi - în timp ce adâncimea lor nu trebuie să fie mai mare de 1/4 din dimensiunea abaterii produselor finite în diametru. Dar prezența a tot felul de fisuri, cântare și filme de orice dimensiune nu este strict permisă.
Sârmele zincate pot avea o ușoară acoperire albicioasă la suprafață, precum și sclipici - dar numai dacă nu afectează calitatea generală a acoperirii. Este strict interzisă vânzarea și utilizarea în procesul de producție a sârmei de oțel cu zone fără acoperire metalică și pete negre.
Tipuri și dimensiuni principale
Sârma de oțel este împărțită în două tipuri: cu și fără acoperire cu zinc. Această acoperire este zincată. De asemenea, firul de oțel este tratat termic și nu. Produsele după tratament termic sunt deschise și negre. Grosimea acestor sârme de oțel variază de la 0,16 mm la 10 mm.
Gama de mărimi a produselor acoperite cu zinc variază de la 0,2 mm la 6 mm. Acoperirea în sine este împărțită în două clase: clasa întâi și clasa a doua. Diferența dintre o clasă și alta constă doar în grosimea stratului de acoperire. Toate produsele din a doua clasă au un strat de zinc mai dens și, prin urmare, mai gros. Produsele din a doua clasă sunt mai durabile.
Metode de testare
Au fost dezvoltate următoarele metode pentru verificarea conformității calității produselor fabricate:
- greutate;
- gazometric volumetric;
- imersiune.
Fiabilitatea lor se bazează pe metoda de eșantionare a teoriei generale a statisticii. Prin urmare, după cum arată experiența, este suficient să prelevăm un eșantion din fiecare lot dat.
Prima metodă implică inspecția vizuală și cântărirea.Inspecția vizuală vă permite să determinați starea probei selectate, să determinați diametrul și adâncimea defectelor detectate. Acești parametri sunt de obicei măsurați folosind instrumente de măsurare adecvate. Diametrul și ovalitatea firului de oțel sunt măsurate în două planuri folosind un micrometru. Apoi, datele obținute sunt verificate cu GOST 6507-78. O condiție prealabilă pentru astfel de măsurători pentru sârmă zincată este absența lăsării excesive.

Controlul calității firelor
Pe baza acestei metode, masa de zinc localizată pe suprafața eșantionului este determinată prin calcularea diferenței dintre masa eșantionului cu zinc și masa eșantionului cu învelișul îndepărtat. Mai mult, conform formulei bine-cunoscute, se calculează media aritmetică. Eroarea unor astfel de estimări, cu teste atente, nu depășește 0,001 g.
Apoi treceți la evaluarea eșantionului în conformitate cu următorii indicatori: îndoire, întindere, rupere. Dacă diametrul probei selectate nu depășește 0,5 mm, este posibil să se înlocuiască testul obișnuit cu valoarea rupturii cu nodul format.
După aceea, se efectuează o verificare a așa-numitei înfășurări. Firul de oțel este înfășurat pe o tijă cu același diametru ca firul în sine. Dacă diametrul depășește 6 mm, atunci diametrul tijei ar trebui să fie de două ori diametrul probei. Apoi se măsoară caracteristicile de greutate.
Este utilizat în rezolvarea unor situații controversate, pentru efectuarea analizelor de arbitraj.
Metoda volumetrică gasometrică.
În pregătirea studiului, îndepărtați întregul strat de zinc al probei pe suprafața oțelului. În acest scop, este scufundat într-o soluție specială.
Rezultatul final este calculat ca medie aritmetică a mai multor rezultate ale testului.

Sârmă de oțel tratată termic
Ordinea în care este implementată această metodă este determinată de următoarea succesiune de operații:
- mai multe bucăți de sârmă de aceeași lungime sunt selectate din proba prezentată (diferența de lungime nu trebuie să depășească 0,5 mm);
- fiecare segment este bine degresat (soluțiile de degresare pot fi: alcool, benzină sau alte soluții chimice adecvate);
- apoi, folosind proprietățile chimice ale zincului, îl dizolvă (încearcă să prindă tot hidrogenul eliberat);
- în condiții de laborator, se măsoară volumul de hidrogen obținut;
- formula cunoscută calculează densitatea suprafeței zincului;
- în acidul sulfuric sau clorhidric se realizează așa-numita gravare cu zinc.
Metoda de imersie
În această metodă, o probă selectată este scufundată într-o soluție de sulfat de cupru. Densitatea soluției trebuie să fie de 1,116 g / cm3. La o temperatură de 18 ° C.
În acest caz, se urmează următoarea ordine pentru a obține rezultatele:
- Pregătiți mai multe bare de oțel de testare de lungime egală (de obicei 150 mm);
- produce degresare cu clătire cu apă distilată;
- fiecare probă de oțel se șterge bine de pe urmele de lichid și se usucă;
- apoi cufundat în soluția preparată (conține sulfat de cupru);
- distanța de la poziția barelor la suprafața soluției trebuie să fie de 100 mm, timpul de imersiune - 60 sec;
- șase probe de oțel sunt testate simultan;
După acest test, verificați rămășițele stratului de cupru de pe suprafața barelor. Dacă pe suprafața a cel puțin unei bare de oțel există zone cu reziduuri de acoperire de cupru, proba nu a trecut testul. Evaluarea se face vizual.