Dispozitive de sudură profesionale
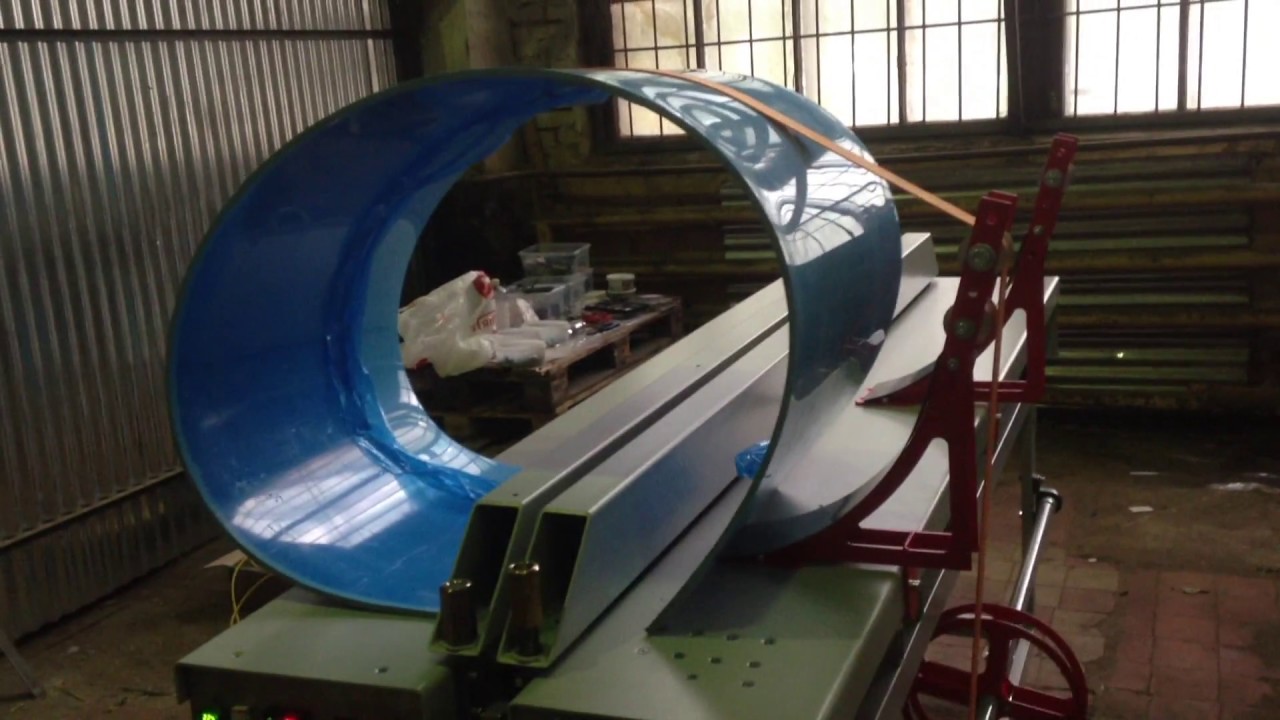
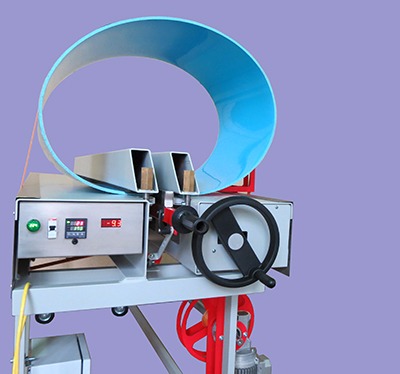
Pentru lucrări la scară largă (de exemplu, pentru crearea de acoperiri pentru sere mari sau pentru activități comerciale), se recomandă utilizarea dispozitivelor profesionale de sudare din polietilenă. Avantajele acestor dispozitive sunt că permit reglarea flexibilă a parametrilor de presiune, temperatură, viteză de mișcare de-a lungul cusăturii. Dacă lucrați cu același lot de polietilenă, atunci odată ce ați setat valorile necesare, puteți efectua procesul de sudare la viteză mare.
Dispozitivele de etanșare au adesea role de acționare și de tensionare care permit îmbinarea filmului pentru a fi trasă cu aceeași viteză, ceea ce are un efect benefic asupra calității finale a cusăturii.

Dispozitivele industriale sunt disponibile în diferite tipuri. Ele pot fi fie încălzire prin contact, fie încălzire cu aer cald.
Operațiunile cu suprafețe mari de material sunt rentabile atunci când alegeți o îmbinare prin sudare, deoarece nu este nevoie de adezivi sau bandă scotch. Productivitatea și acuratețea muncii sunt semnificativ crescute. Punctul de topire scăzut și flexibilitatea materialului permit conectarea prin sudare la domiciliu. Rezistența articulației rezultată depinde în principal de temperatura și curățenia suprafețelor care trebuie îmbinate.
Parametrii de sudare pentru produsele din polietilenă și polipropilenă
Indicele fluxului de topire a materialelor (MFR)
Sudarea polietilenei de înaltă densitate (PE-HD, HDPE)
Produse realizate din polietilenă de înaltă densitate a grupului de topire cu indice 005 (MFR 190/5: 0,4-0,7 g / 10 min.), Grupa 010 (MFR 190/5: 0,7-1,3 g / 10 min.) Sau grupurile 003 ( MFR 190/5: 0,3 g / 10 min.) Și 005 (MFR 190/5: 0,4-0,7 g / 10 min.) Sunt potrivite pentru sudarea împreună. Acest lucru este confirmat de DVS 2207 partea 1 (DVS - German Welding Association) și documentat de DVGW (German Gas and Water Association).
Sudarea polipropilenei: homopolimer din polipropilenă (PP tip 1, PP-H) și copolimer bloc din polipropilenă (PP tip 2, PP-C, PP-R)
Soldabilitatea polipropilenei este indicată în cadrul grupului index de topire 006 (MFR 190/5: 0,4-0,8 g / 10 min.). Acest lucru este confirmat de normele DVS 2207 partea 11.
Temperatura procesului de sudare din polipropilenă și polietilenă
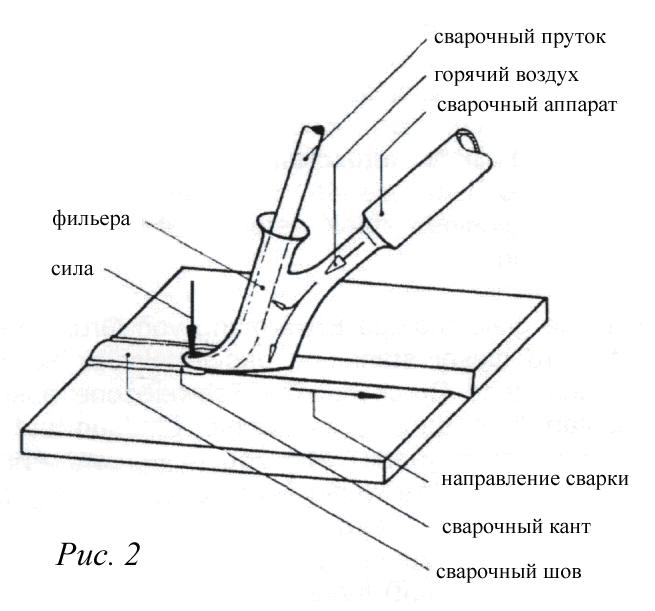
Sudare cu gaz fierbinte
| Aer, l / min. | Temperatura la duză ˚ С | Viteza gazului cm / min | ||||
| Diametrul duzei, mm | Diametrul duzei de mare viteză | |||||
| 3 | 4 | 3 | 4 | |||
| Sudarea polietilenei | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | aprox.10 aprox.10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Sudarea polipropilenei | 60-7060-7060-70 | 280-320280-320280-320 | 10 aprox 10 aprox 10 | 50-6050-6050-60 | 40-5040-5040-50 |
Sudare cu un extruder manual
| Temperatura extrudatului măsurată la ieșirea duzei, ºC | Temperatura aerului măsurată la duza de aer cald, ºC | Volumul de aer, litri / min. | |
| PE solid PP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Influența umidității
Produsele care trebuie sudate (foi, plăci) și tija de sudură din polietilenă și polipropilenă pot absorbi umezeala în anumite condiții. Ca rezultat al cercetărilor efectuate de un număr de producători, s-a descoperit că tijele de sudură din polietilenă și polipropilenă din polietilenă și polipropilenă absorb umezeala în funcție de material și mediu. În sudarea prin extrudare, umezeala poate apărea sub formă de gropi în cusătură sau suprafețe de cusătură aspră. Acest fenomen se intensifică odată cu creșterea grosimii cusăturii.
Pentru a preveni astfel de consecințe nedorite, au fost elaborate următoarele recomandări:
- Instalarea separatoarelor de umiditate și ulei în sistemul de alimentare cu aer,
- Evitarea diferențelor semnificative de temperatură între piesele sudate (umezeala condensului),
- Păstrarea tijei de sudură, dacă este posibil, într-un loc uscat,
- Uscarea tijei de sudură la 80 ° C timp de cel puțin 12 ore,
- Sudarea cusăturilor largi (> 18mm) în mai multe treceri.
În funcție de tipul de încălzire a polipropilenei și polietilenei, se disting următoarele tipuri de sudură:
- Termoplastice de sudură cu aer cald (uscător de păr)
- Sudarea termoplasticelor cu un extruder
- Termoplastice de sudură cu element de încălzire
- Sudarea de înaltă frecvență a materialelor termoplastice
- Sudarea cu laser a materialelor termoplastice
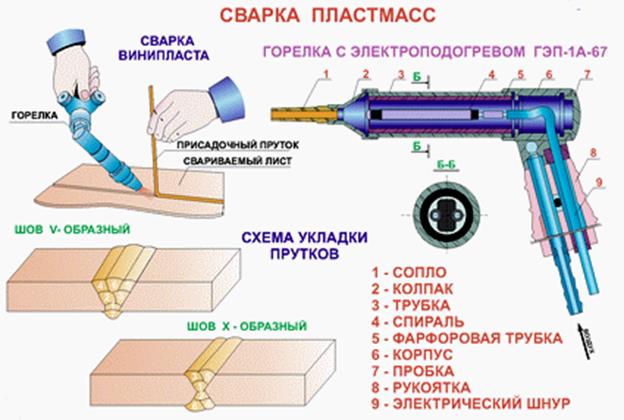
Sudare cu bară
De exemplu, atunci când puneți linoleum din PVC, este necesară sudarea cu o tijă de umplere. Linoleum este pre-pregătit. Ar trebui să se potrivească perfect pe podea.









Toate îmbinările trebuie montate fără goluri sau goluri. O cusătură de calitate fără utilizarea de echipamente speciale este foarte dificilă. Un uscător de păr obișnuit nu poate face acest lucru din cauza grosimii semnificative a linoleumului.
Necesită unelte și echipamente speciale. Înainte de sudarea cu o bară, marginile trebuie pregătite, bara topită va asigura conexiunea lor fiabilă. Nodulii formați sunt îndepărtați cu un cuțit special.
Sudarea cu un fier de lipit
Un fier de lipit electric obișnuit este, de asemenea, potrivit pentru fixarea filmului într-un mediu casnic. Cel mai bine este să puneți pe țepușul său un student sau un postar, din metal. Dacă polimerul este ars, vârful este ușor deplasat de la vârful dispozitivului - aceasta reduce zona de transfer de căldură.
Lipirea este mai fiabilă dacă atașați role speciale la fierul de lipit. La vârf, intepatura este măcinată până la capăt, o canelură este tăiată în centrul capătului, pentru care se folosește un ferăstrău. Veți avea nevoie de un disc de cupru cu un diametru de 1 cm (cei care sunt serios preocupați de construcția unui astfel de dispozitiv îl pot sculpta singuri).
Găuriți o gaură cu un diametru de aproximativ 5 mm pentru fixare axe, introduceți discul în fanta realizată și fixați-o. Ar trebui să se rotească liber. Pentru a uniformiza sudura, urmați marginea dreaptă. Aparatul trebuie condus până la punctul în care cusătura se termină, fără rupere, cu presiune. Mai des această abordare este utilizată pentru etanșarea pungilor. Pentru a obține o cusătură frumoasă, exersați puțin pe piesele inutile.
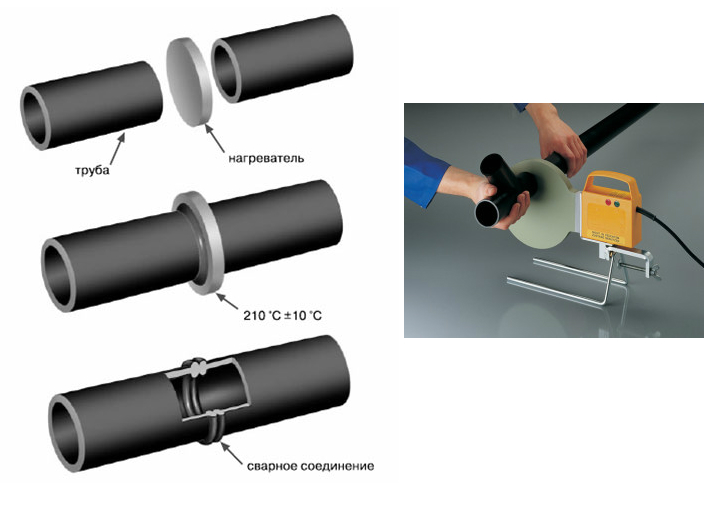
Sudarea polietilenei cu element de încălzire (sudare cap la cap)
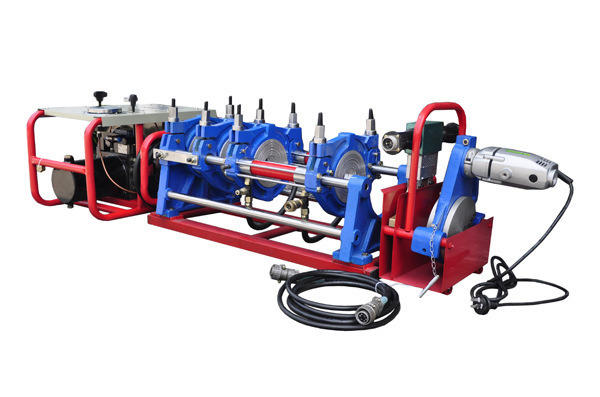
Sudarea polietilenei cu un element de încălzire (numită și sudură cap la cap) este utilizată pentru sudarea plăcilor, blocurilor și a altor profile de produse semifabricate. Acest tip de sudură este extrem de utilizat pentru sudarea conductelor termoplastice. Spre deosebire de cele două metode de sudare anterioare, această metodă nu necesită utilizarea materialului de umplutură.
Pentru sudarea cu un element de încălzire, așa-numitul. mașini de sudat prin cap, al căror principiu de funcționare (încălzirea cu un element de încălzire de diferite forme) este același și diferă doar în ceea ce privește tipul de acționare (manuală, mecanică, pneumatică etc.), care transferă forța de forfecare către elemente de sudat. În plus, mașinile de sudat cap la cap se pot distinge printr-un set complet de echipamente speciale și tot felul de opțiuni - de exemplu, pentru sudarea foilor sub unghi, pentru plierea foilor de sudat.
Unele tipuri de mașini de sudat cap la cap, pe lângă HDPE, permit și sudarea HMPE și UHMWPE.
La sudarea cap la cap a polietilenei, căldura necesară este furnizată direct din elementul de încălzire în zona de sudare a suprafețelor care trebuie unite. În acest fel, se obține o distribuție mai favorabilă a căldurii, astfel încât niciuna dintre zonele materialului să nu fie încărcată cu căldură mai mult decât cealaltă. În plus, suprafețele de împerechere ale elementului de încălzire trebuie să fie curate și complet adiacente. Acest tip de sudură prezintă puțină solicitare internă și poate fi încărcat în același mod ca și materialul original.
Aplicarea unui fier de lipit pentru sudarea filmului
Unirea foilor de polietilenă folosind un fier de lipit convențional (40-60 W) vă permite să obțineți o cusătură puternică, în timp ce sunt necesare modificări minore ale sculei. Folosirea unui fier de lipit fără sfaturi speciale nu va da un rezultat de înaltă calitate. Îmbinarea va fi inegală, formarea punctelor de răspândire a materialului este posibilă.
Schema de sudare a filmului.
Pentru a obține un rezultat bun și a îmbina sudurile de lungime semnificativă, va fi necesară utilizarea unor dispozitive suplimentare. Există mai multe opțiuni pentru modificarea fierului de lipit.
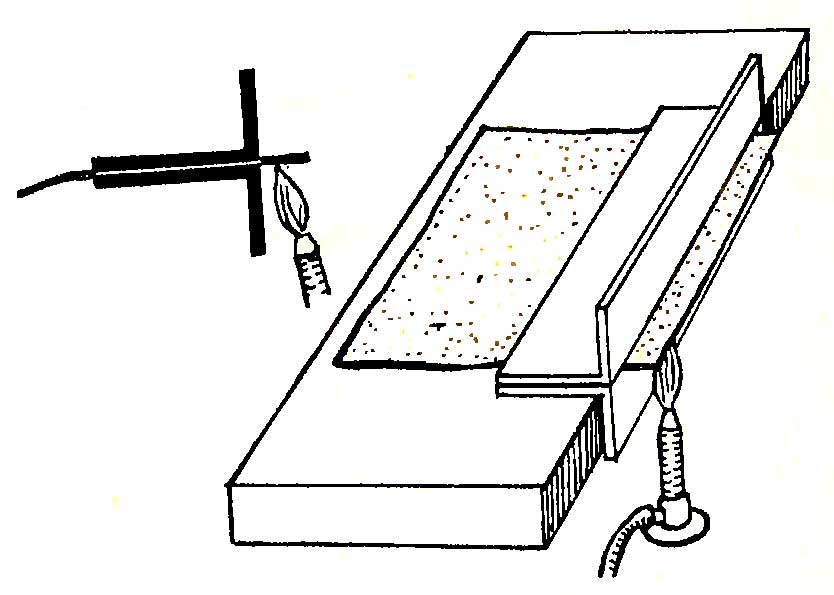





Se ia un fier de lipit obișnuit, apoi vârful vârfului este îndepărtat din el. Folosind un ferăstrău, se creează o tăietură. După aceea, o placă de cupru sau aluminiu este introdusă în tăietură, care este fixată cu un nit. Suprafața plăcii este prelucrată, marginile acesteia sunt rotunjite cu un fișier. Sudarea se efectuează prin apăsarea ușoară a lipitorului la un unghi de 45 ° și deplasarea uniformă.
Temperatura și presiunea sunt selectate empiric. Când creați o îmbinare, se recomandă să puneți un substrat plat din lemn sau textolit sub stratul inferior al filmului și să centrați fierul de lipit pe o bară plană. În unele cazuri, hârtia subțire va interfera între placă și film. Acest lucru este adevărat dacă se sudează o peliculă subțire. După crearea cusăturii, hârtia este separată cu grijă.
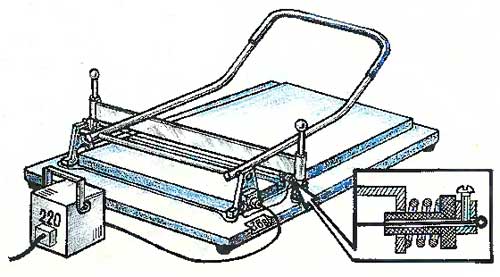
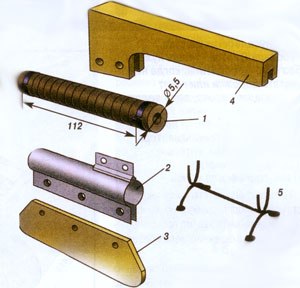
Un eșantion aproximativ al duzei este prezentat în Fig. 1 (1 - placă; 2 - lipitor și tija sa).
Schema de sudare cu ultrasunete.
Este posibil să instalați discul într-un tub de vârf separat și, la rândul său, este pus pe vârful fierului de lipit. Bucăți de film sunt sudate prin laminarea unui fier de lipit încălzit la distanța necesară. Cantitatea de presiune este reglată în funcție de sudarea cusăturii. Această metodă vă permite să efectuați o cantitate semnificativă de muncă.
Lipiți filmul cu propriile lucruri
Conductele din polietilenă sunt instalate în două moduri: folosind fitinguri și flanșe sau mai multe tipuri de sudură.
Conexiunea necesită fitinguri speciale (cuplaje și prize) și fără ele. Pentru țevile cu grosimea peretelui mai mică de 4,5 (diametre 50-110 mm), se utilizează sudarea cu fitinguri, pentru țevile mai mari cu perete mai gros, sunt acceptabile sudarea prin cap și extruder.
Difuzare
Metoda de difuzie constă în încălzirea capetelor la o stare de curgere vâscoasă. Capetele pregătite ale semifabricatelor sunt unite și ușor comprimate. Sub influența presiunii, moleculele mobile de polimer se deplasează în părțile care trebuie unite, se amestecă, când sunt răcite, se solidifică într-o nouă poziție, formează noi legături chimice și asigură aderența fiabilă a țevilor una cu cealaltă.
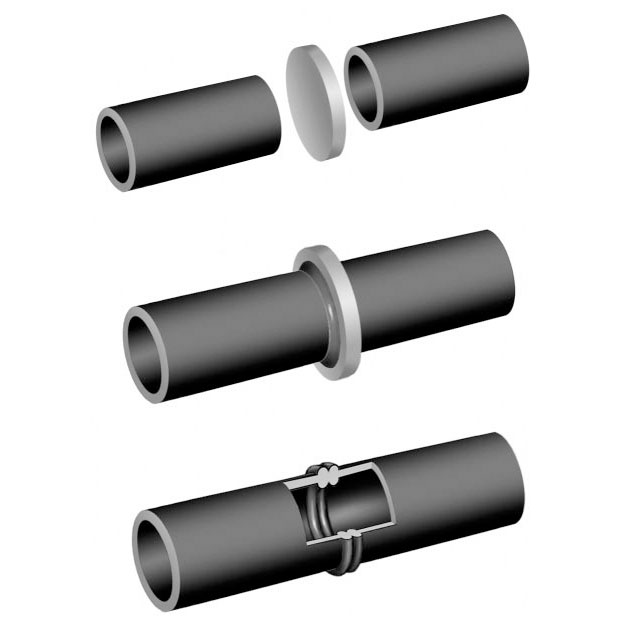
Metoda Bell
Nu este cel mai tipic mod. Există două variante de execuție: cu ajutorul țevilor de priză și a cuplajelor. Metoda în sine seamănă cu sudarea conductelor din polipropilenă: o priză sau cuplaje și piese de prelucrat sunt încălzite folosind un fier de lipit cu o duză specială.
Apoi piesa de prelucrat este introdusă în mufa unei alte țevi sau manșoane, fixată, presată și ținută. Timpul de sudare este de 20 de secunde. Dacă se utilizează cuplaje, atunci a doua țeavă este lipită în cuplaj în același mod. Costul cuplajelor este redus, produsele cu priză sunt rareori găsite în magazine.
Conexiunea este fiabilă și durabilă, diametre mici pot fi sudate.
Sudarea cap la cap
Înainte de a efectua lucrările, tăiați conducta din polietilenă strict perpendicular și curățați cu grijă capetele. Apoi conducta este fixată în mașina de sudat și centrată cu atenție.
Răciți articulația, apoi scoateți mașina. Lucrarea are propriile subtilități, necesită două persoane.









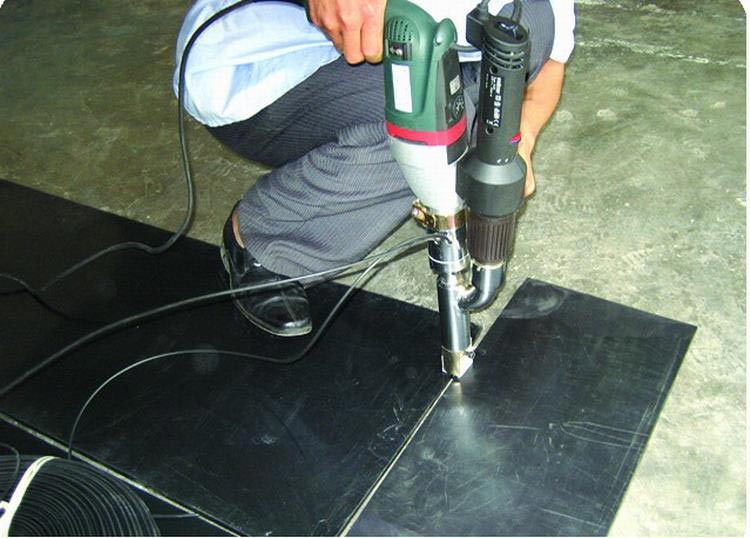
Sudare extruder
Extrudare - sudare folosind un aparat mic din care polietilena topită este stoarsă sub presiune. Materiile prime sub formă de tije sau pelete sunt încărcate în extruder.
Extrudarea este utilizată pe liniile de presiune cu o grosime a peretelui mai mare de 6 mm, dar poate fi folosită și pentru a fixa conductele de canalizare fără presiune cu un perete mai subțire. Joncțiunea este încălzită de un curent de aer cald.
Este indicat să teșești capetele.
Instrumente și dispozitive
Sudarea fierului
Acesta este un mod destul de simplu de a conecta părți ale pânzelor, deoarece există fiare de călcat în aproape fiecare casă.
Pentru a conecta polietilena în acest fel, trebuie să așezați un bloc de lemn pe masă. Pe acest tip de suport, marginile pânzelor conectate sunt amplasate.
Ar trebui să iasă de la marginile barei cu douăzeci de milimetri. De sus, polietilena este acoperită cu o foaie de material refractar (celofan, film fluoroplastic).
Formarea cusăturii poate fi accelerată prin răcirea ulterioară. Pentru a face acest lucru, după expunerea la temperaturi ridicate, articulația este tratată cu o cârpă umedă.

Fierul se înclină cu cinci grade când glisați peste joncțiune. Trebuie să-l mutați încet, de-a lungul articulației. Odată ce nu este suficient să formați o cusătură puternică, procedura trebuie repetată de aproximativ patru până la cinci ori.
De asemenea, pentru a lucra cu fierul de călcat, se folosesc vârfuri speciale de lipit, care sunt fixate deasupra dispozitivului. Au o bază cu nervuri plate.
Lipirea cu un fier de lipit
Un fier de lipit la domiciliu cu o putere de 40-60W este utilizat pentru sudarea a două foi de film. Cu toate acestea, acest aparat are nevoie de unele îmbunătățiri pentru a face această treabă.
Pentru a lucra cu material din polietilenă, vârful vârfului este îndepărtat de pe fierul de lipit. După aceea, se creează o tăietură, în care se introduce o placă de aluminiu sau cupru. Placa este fixată cu un nit, prelucrată și rotunjită cu un fișier.
Impactul asupra îmbinării pânzelor se face la un unghi de patruzeci și cinci de grade. Fierul de lipit este apăsat pe suprafață și apoi se mișcă încet de-a lungul articulației. Mișcarea trebuie să fie uniformă, fără să se smucească sau să se oprească.
Roata este un disc cu un diametru de opt până la zece milimetri. Materialul discului poate fi aluminiu sau cupru.








O poți face singur. Roata metalică este plasată în tăietură, în care este fixată cu o axă. Metoda de conectare cu o roată se bazează pe încălzirea acesteia cu rulare ulterioară de-a lungul rostului.
Echipament special
Atunci când alegeți echipamentul, este necesară previziune
Este important să se ia în considerare complexitatea lucrării. Pentru a face față volumelor mari de filme, se utilizează echipamente industriale.
Dispozitive speciale sunt utilizate pentru conectarea polietilenei. Costul lor este diferit. Este demn de remarcat modelul bugetar PP-40.
Vă permite să obțineți o cusătură uniformă și puternică pe orice contur: drept sau complex. PP-40 are forma unui fier de lipit, dar are un vârf diferit.
De asemenea, folosesc duze speciale pentru fierele de călcat electrice. Sunt fabricate din tablă, cum ar fi aluminiu. Baza duzelor este făcută plană și nervurată. O astfel de suprafață fixează ferm articulația filmului în timpul sudării.
Marginile filmului sunt fixate cu nervuri. După aceea, șina este deplasată de-a lungul secțiunii care trebuie sudată. Acest lucru creează o cusătură dublă.
Locurile de muncă mari necesită instrumente mai serioase. Pentru a crea o îmbinare a unei suprafețe mari de film, aveți nevoie de echipamente speciale pentru sudare.
Astfel de echipamente sunt echipate cu setări pentru nivelul presiunii, temperatura, viteza de mișcare a elementului încălzit pe suprafața polietilenei. În opțiunile de uz casnic pentru formarea cusăturilor de film, nu există astfel de funcții.
În plus față de butoanele de reglare, mașinile de lipit sunt echipate cu mecanisme cu role. Acestea sunt elementele de acționare și de tensionare care stabilizează viteza de avans a benzilor de film de sudat.
Acest lucru îmbunătățește calitatea lipirii din polietilenă, crește rezistența articulației.
Există dispozitive care utilizează diferite metode de încălzire: aer și contact. Încălzirea aerului este produsă prin expunerea materialului la aer cald. Cu un contact, este implicat un element de încălzire în contact cu materialul.






Folosind un fier de călcat ca încălzitor de sudură
Următoarea metodă populară este topirea filmului și crearea unei cusături folosind un fier de călcat. Avantajul acestei metode este că porțiuni mari ale filmului pot fi sigilate în acest fel, creând în același timp lățimea de cusătură dorită. Deoarece orice fier are un releu termic și capacitatea de a regla temperatura, nu va fi dificil să alegeți modul termic necesar pentru polietilenă de diferite grosimi.
Procesul de sudare se face cel mai bine pe o suprafață netedă din lemn.Bucăți (foi) ale filmului se suprapun, a căror lățime este selectată individual, apoi stratul superior este acoperit cu hârtie sau foaie fluoroplastică, după care fierul este presat și ținut de-a lungul liniei de sudare. Forța de strângere, viteza și temperatura sunt selectate empiric.
Accesoriul este realizat din alamă, cupru sau aluminiu.
Concluzie
Sudarea filmului de polietilenă este destul de fezabilă acasă. Pentru el se folosesc aparate de uz casnic simple, precum un fier de călcat sau un fier de lipit. Cu toate acestea, fierul de lipit va necesita unele modificări.
Pentru locuri de muncă mai mari, merită să folosiți echipamente speciale. Are o listă de setări care îmbunătățesc calitatea și viteza de formare a cusăturilor.
Acest lucru va ajuta la îmbrăcămintea de protecție care nu lasă pielea expusă, mănușile. Ochelari și o mască pentru a proteja fața și ochii sunt, de asemenea, de dorit.
În absența înțelegerii nuanțelor tehnologiilor și a experienței minime în sudarea polietilenei, trebuie să contactați profesioniști.