1 Tipuri de nituri existente - tipuri și scopuri
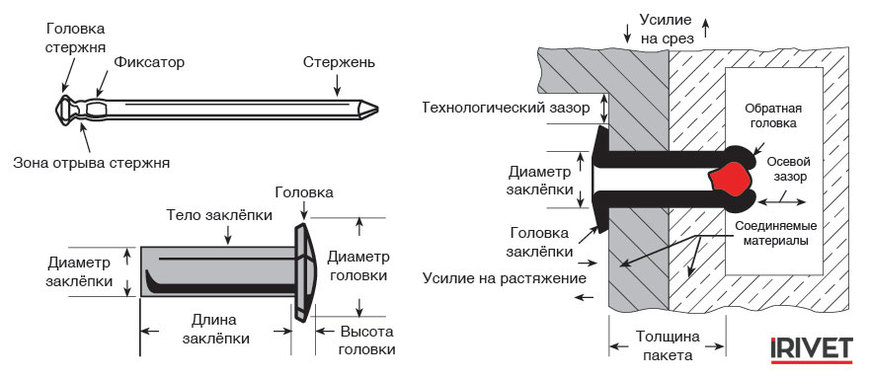
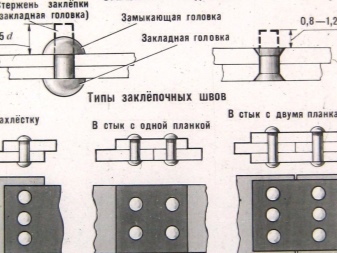
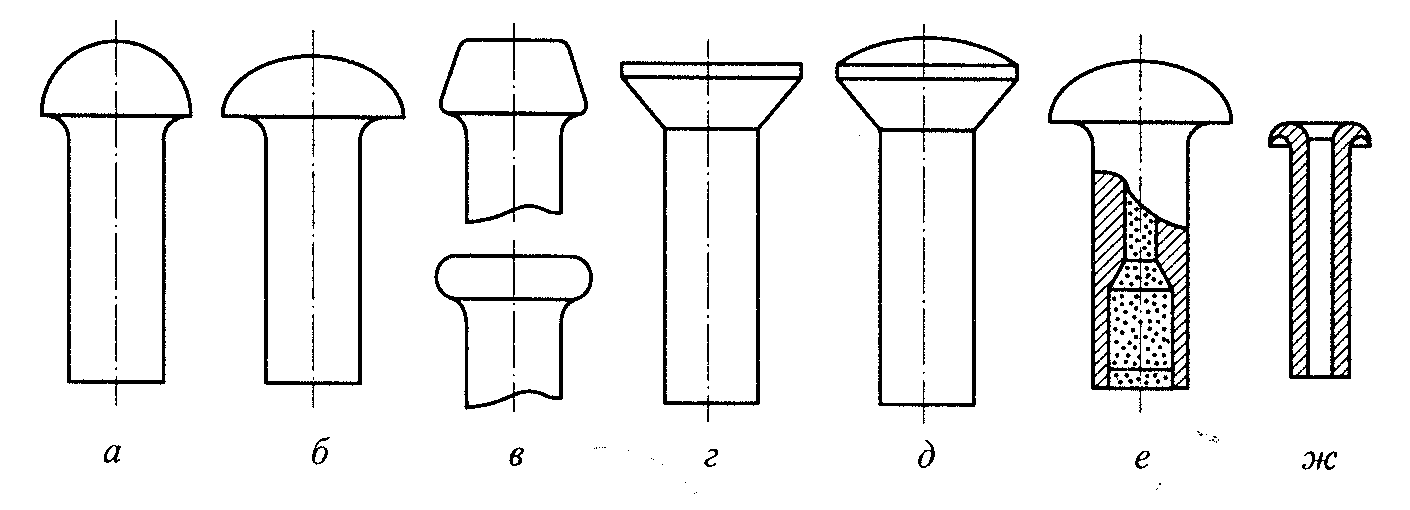
Ce este acest dispozitiv de fixare? Inițial, istoric, este o tijă metalică, mai rar o placă. Întotdeauna cu un cap cușcă pe o parte (un capac care restricționează mișcarea unui element în gaură) și un cap de închidere pe celălalt capăt. A fost folosit pentru prima dată la fabricarea armurilor, cum ar fi armura și lanțul, precum și pentru conectarea unor elemente ale armelor de foc reci și timpurii. Dacă capul de inserție este prezent inițial, atunci cel de închidere are loc ca urmare a procesului de supărare (nituire) sau cu ajutorul unui instrument special datorită deformării de către tija de tragere. Este logic ca sedimentul să fie aplicat pe elemente turnate sau ștanțate, din toate metalele, iar deformarea printr-o tijă este posibilă numai atunci când se utilizează nituri orbite (tubulare). Există, de asemenea, opțiuni explozive și split.
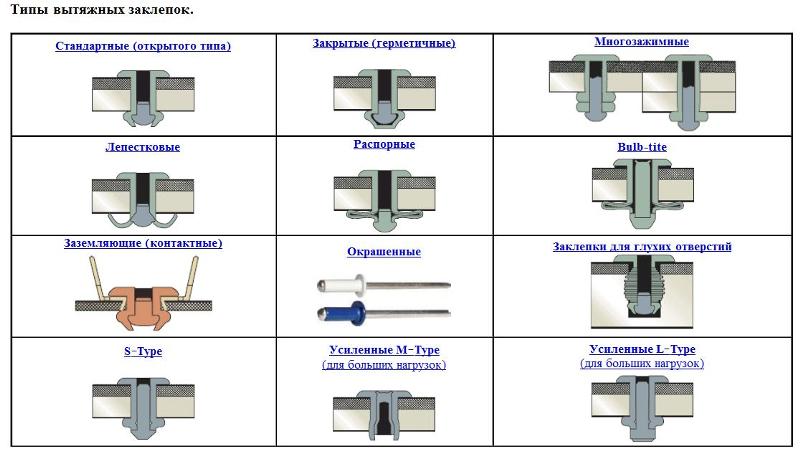
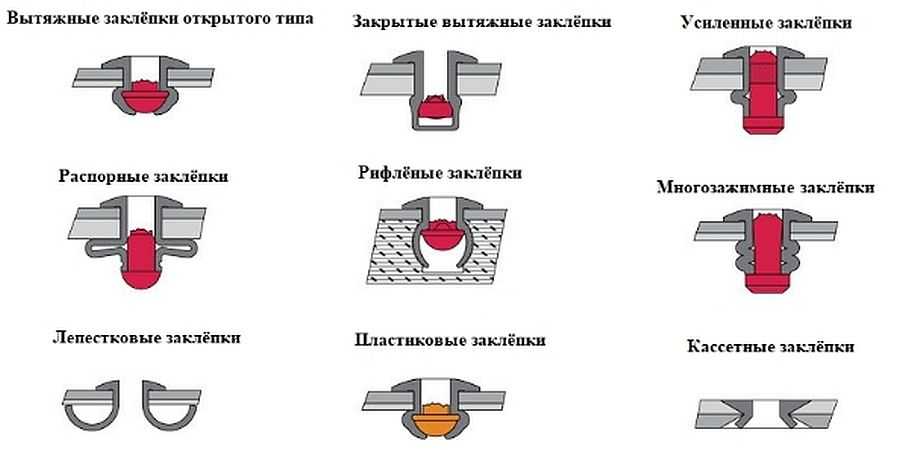
 Diferite tipuri de nituri
Diferite tipuri de nituri
Deci, știm că elementele de fixare pe care le luăm în considerare sunt dintr-o singură bucată, ceea ce oferă adesea o fiabilitate ridicată. Dar puterea conexiunii depinde în primul rând de material, deci luăm în considerare mai întâi tipurile de nituri pentru această caracteristică. Cele mai frecvente sunt elementele de fixare din aluminiu, tijele din cupru și alamă sunt utilizate în multe procese de fabricație, precum și într-o serie de meserii. Toate aceste materiale nu au un grad ridicat de fiabilitate și sunt potrivite numai în cazul în care nu există sarcini grele, pentru fixarea pieselor decorative. Printre altele, există nituri din oțel, inclusiv cele inoxidabile, care asigură o conexiune suficient de puternică și sunt chiar potrivite pentru asamblarea structurilor portante și a ingineriei mecanice.
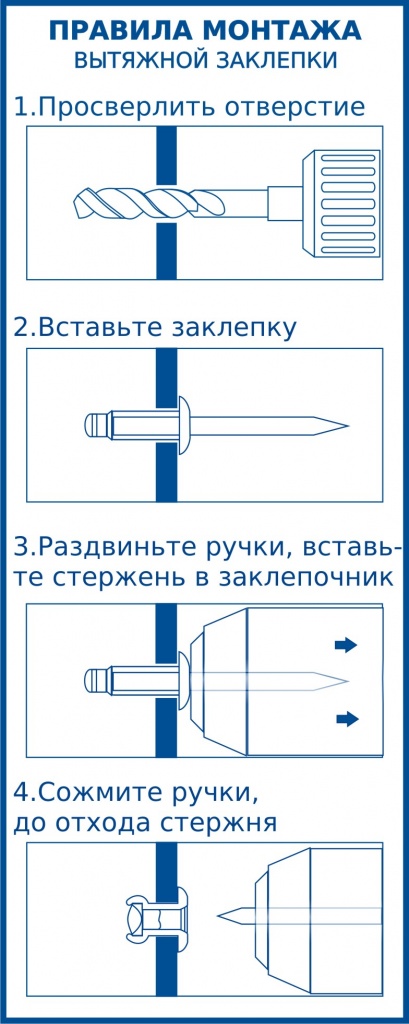
Pentru a instala armăturile, trebuie mai întâi să „perforăm” o gaură
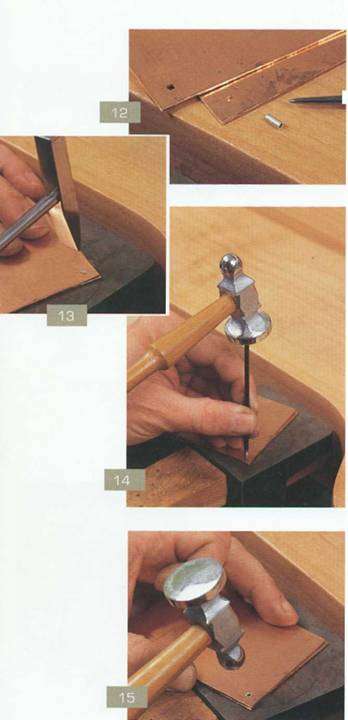
În practica noastră, în condițiile atelierului, pentru instalarea accesoriilor, folosim o presă și numeroase atașamente potrivite pentru un tip sau altul de butoane, blocuri. Cu ajutorul unor astfel de atașamente, marginile unui buton sau ale unui bloc sunt bine evazate, dobândind un aspect „din fabrică”. Dar, din moment ce nu este rezonabil să cumpărați o presă cu atașamente și alte instrumente suplimentare pentru uz casnic, vă sugerăm să utilizați instrumente „la îndemână”. În arsenalul tău, trebuie să ai cu siguranță un ciocan mic și nicovală (poți folosi un alt ciocan), un punte și câteva instrumente suplimentare pe care va trebui să le cumperi la un magazin de cusut. Unul dintre aceste instrumente ar trebui să fie un pumn.
Este imperativ să folosiți pumnul astfel încât gaura să fie perfect uniformă și marginile țesăturii să nu se destrame. Pumnul poate avea doar unul, cea mai mică dimensiune, în cazuri extreme, două (al doilea este puțin mai mare). Dar cel mai bine este să cumpărați un set de găuri de perforare cu duze amovibile. Nu este de dorit să tăiați o gaură cu foarfece, deoarece din momentul blocării sau butonului va „cădea” cu siguranță din el. Gaura pentru bloc sau buton ar trebui să fie minimă, este recomandabil să trageți chiar ușor țesătura peste piciorul blocului, deoarece cu cât țesătura este mai strânsă cu piciorul, cu atât va fi mai sigură.
Trebuie să găuriți o gaură în țesut sau piele pe o nicovală, nu din metal, ci din lemn. Arborele ar trebui să fie foarte dens (nu liber), de exemplu, zona în care se află crenguța. Puteți utiliza și alte materiale dense, dar care nu vor deteriora punctul de perforare Sfat: Zonele în care vor fi găurite găuri pe țesături tricotate și alte materiale vrac pot fi lipite cu o cârpă adezivă.
Numele site-ului!
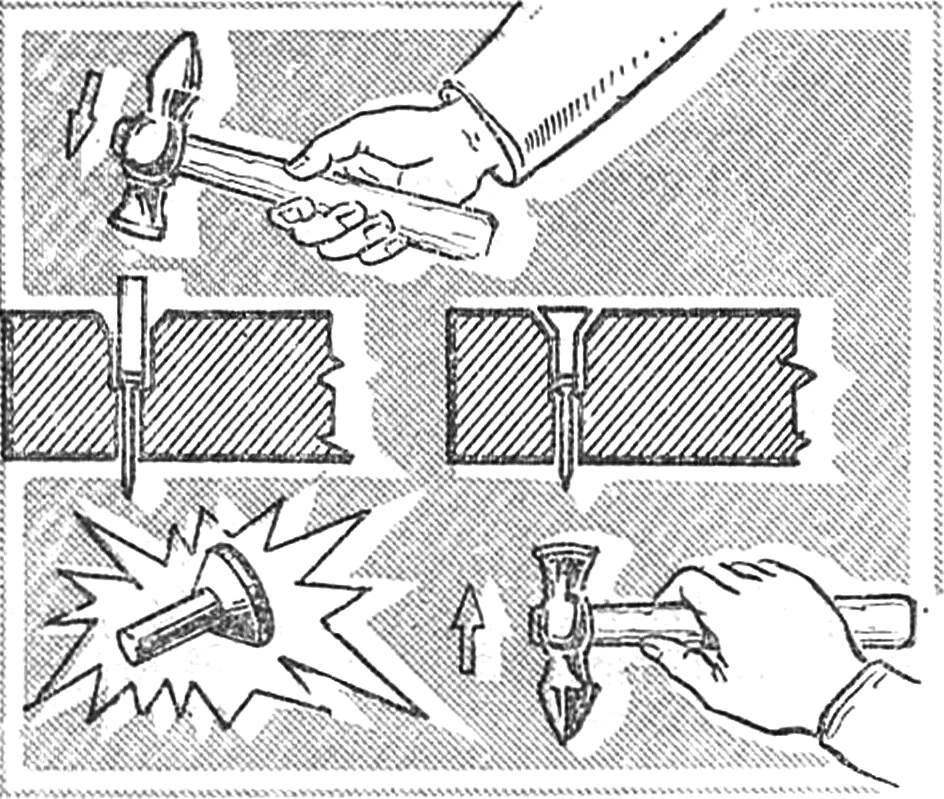
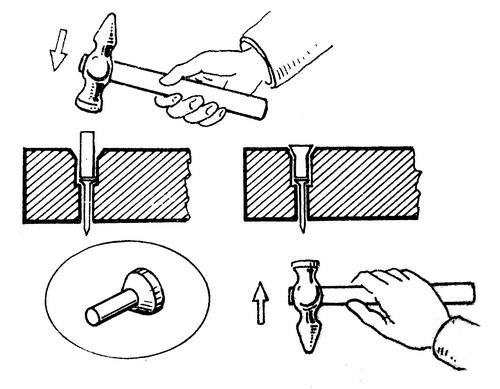
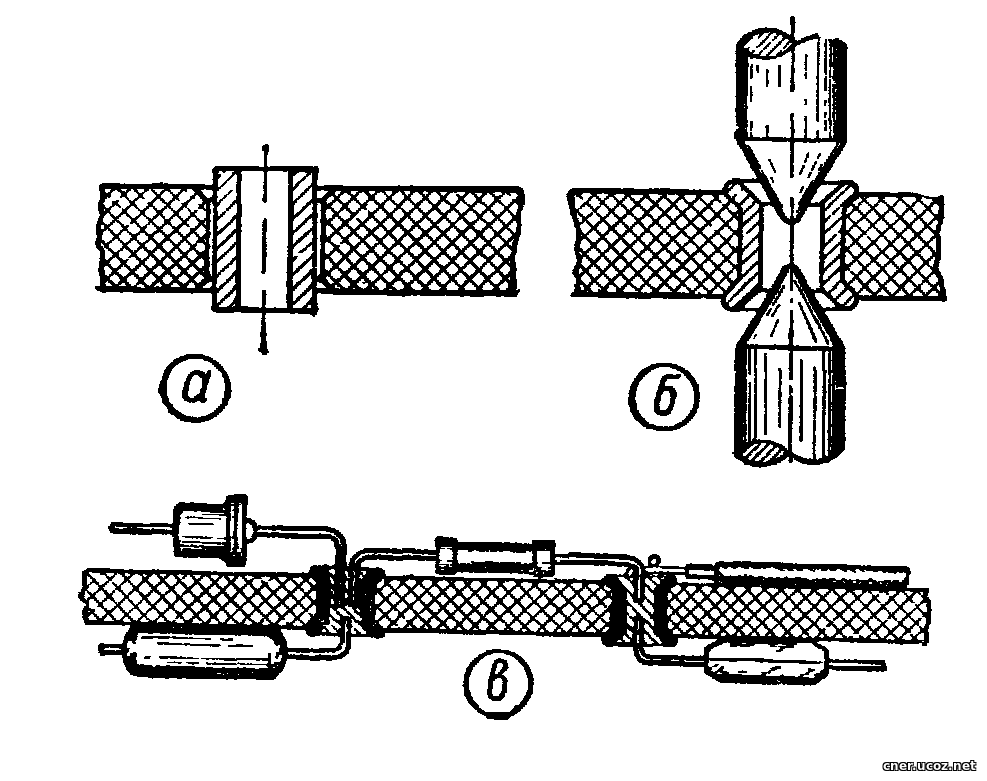
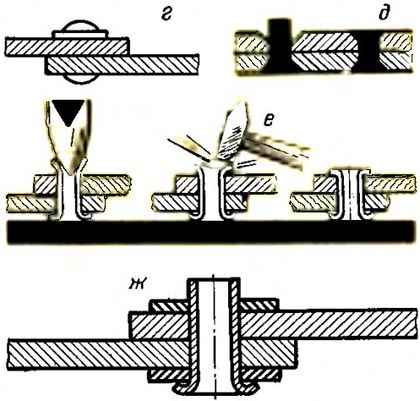
Pentru nituirea tubului: Introduceți expansorul într-un capăt al tubului.Folosiți un ciocan de urmărire pentru a lovi ușor expansorul. Întoarceți părțile fixate, introduceți expansorul în celălalt capăt al tubului și loviți-l ușor din nou cu un ciocan. Repetați întreaga secvență de pași ca pentru nituirea sârmei până când vedeți că tubul nu mai poate fi scos din găuri
Apoi, loviți ușor țeava dreaptă de mai multe ori cu lovitura rotundă a ciocanului de ștanțare. Nitul este gata!
Inelele de legătură din sârmă țin împreună bijuteriile individuale. În același timp, devin parte a designului, ca, de exemplu, în brățara Joc de culori. În colierul Bells, inelele de legătură din cupru strălucitor, pe lângă rolul lor funcțional, oferă un contrast interesant de material și culoare.
Puteți găsi inele de conectare gata făcute la vânzare, dar le puteți face cu ușurință din sârmă de orice grosime. Astfel de inele pot fi deschise și închise din nou cu clești, ceea ce le permite să fie utilizate ca elemente de legătură.
Inele Semne de fidelitate. 2002.
Ambalaje și cutii de bomboane de ciocolată. Fiecare 5,4 x 4,4 x 4,4 cm
Broșă Antica. 2005
Hârtie, argint, turnare. 3 x 2,7 x 1,5 cm
Colierul lui Lily. 2003
Hârtie, argint, ametist, perle. 5,5x45x2,5 cm
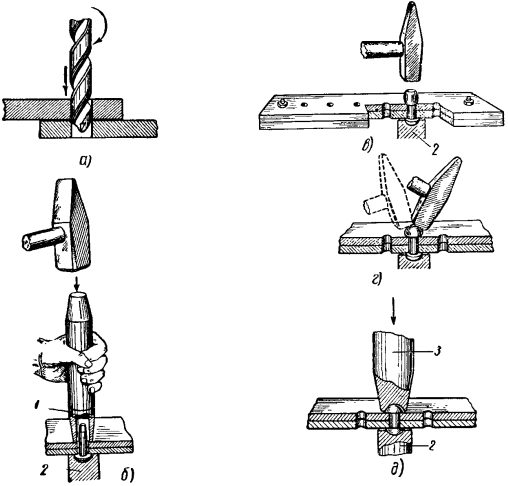
Nituri de casă
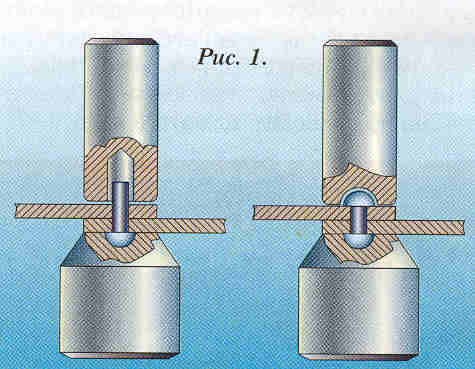
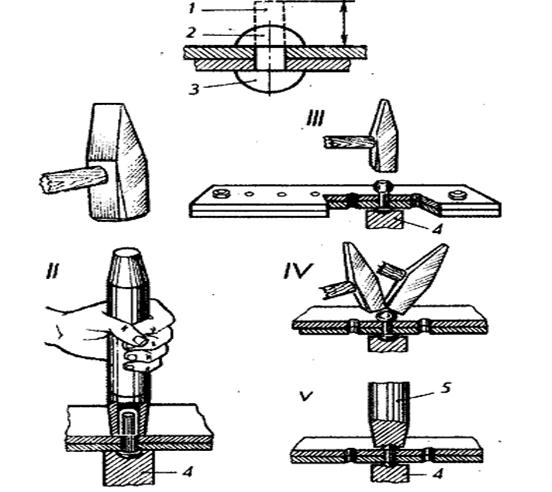
| Orez. 2, Un dispozitiv pentru fabricarea niturilor (a.) Și o metodă de formare a unei adâncituri într-o sertizare (b): 1 ≈ sertizare: 2 ≈ un semifabricat de nituri; 3 ≈ placă; 4 plate placă de masă; 5 ball bilă de oțel. |
de fabricație
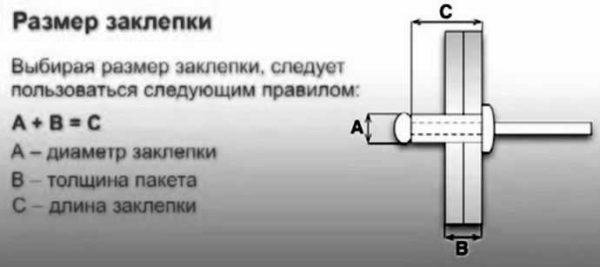
Pregătirea semifabricatelor trebuie începută după aflarea dimensiunilor reale necesare pentru un rezultat de înaltă calitate al lucrărilor de nituire ulterioare. Ar trebui să știți exact grosimea conexiunii pieselor care trebuie nituite pentru a calcula lungimea corectă a piesei de prelucrat, ținând cont de prelucrarea acesteia sub capul și blocarea ipotecii.



Conform diagramei, va fi clar câte goluri sunt necesare pentru fiecare lungime. Apoi, folosind o dalta și un ciocan, tăiați piesele din sârmă cu o marjă de cantitate.

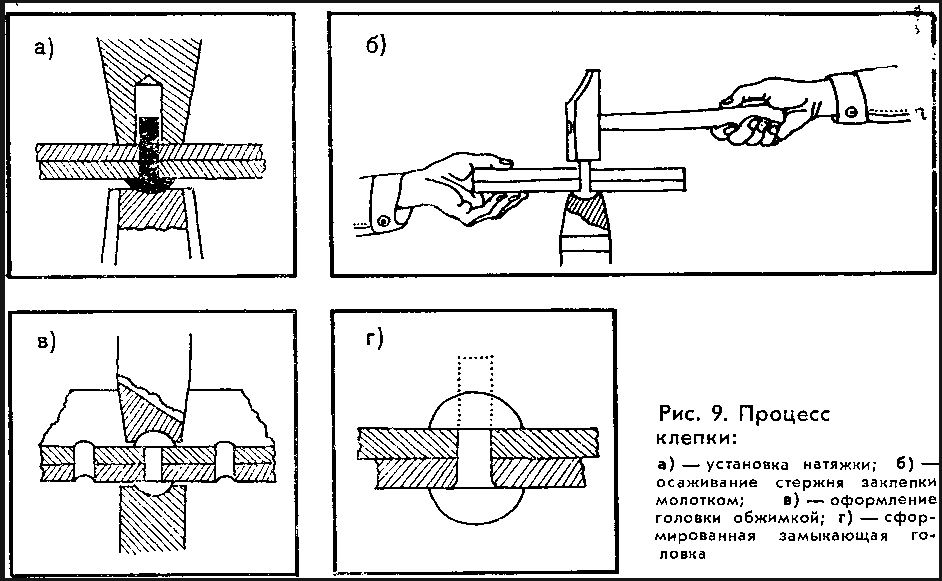
Realizarea niturilor constă dintr-o serie de operații. În primul rând - despre cum să faci un nit dintr-un fir cu o mașină.
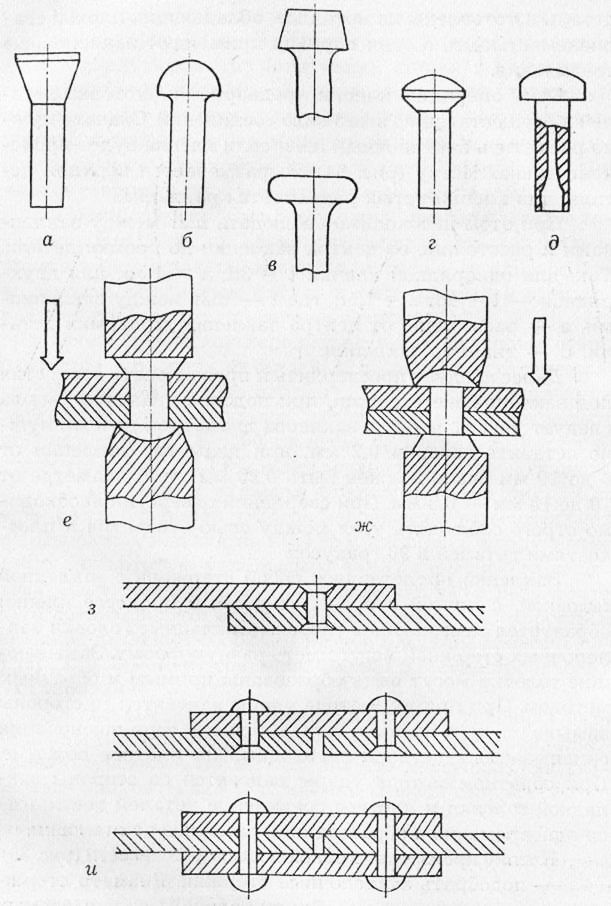
- Selectăm pe mașină o gaură adecvată ca diametru și lungime pentru piesa de prelucrat de care avem nevoie. Piesa de prelucrat trebuie să aibă o lungime suficientă a părții proeminente, din care urmează să se formeze capul de inserție.
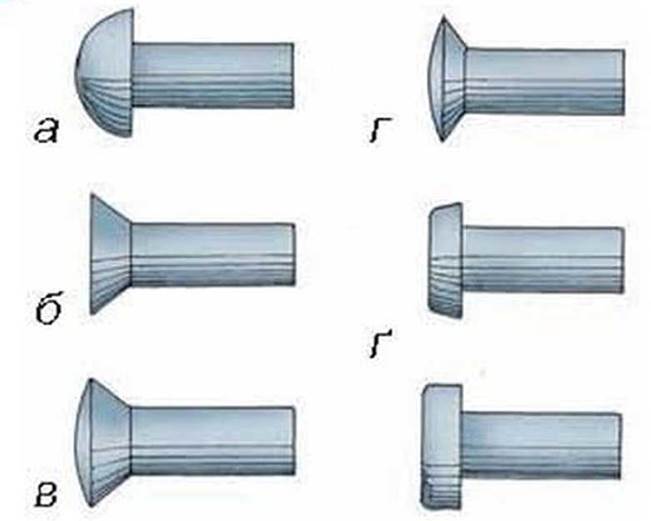
- Bătând cu un ciocan pe partea proeminentă a firului, formăm un cap. Mai întâi, aplatizați capătul firului cu lovituri de sus, astfel încât să se formeze un cap, ca un cui, și apoi procesăm acest cap prin atingere pe părți, dându-i un aspect sferic.
- După formarea capului, vom corecta rezultatul cu un fișier, dacă este important pentru aspectul structurii care trebuie unită.
- Scoatem piesa de prelucrat din gaură și prelucrăm capătul opus capului (aliniați-l cu o pila sau un dispozitiv de ascuțit).


La realizarea unui nit fără mașină, se efectuează exact aceleași acțiuni ca și la acesta, numai piesa de prelucrat este prinsă în orice alt dispozitiv, de exemplu, într-un menghină. Toate celelalte operații sunt efectuate în aceeași ordine ca pe mașină.

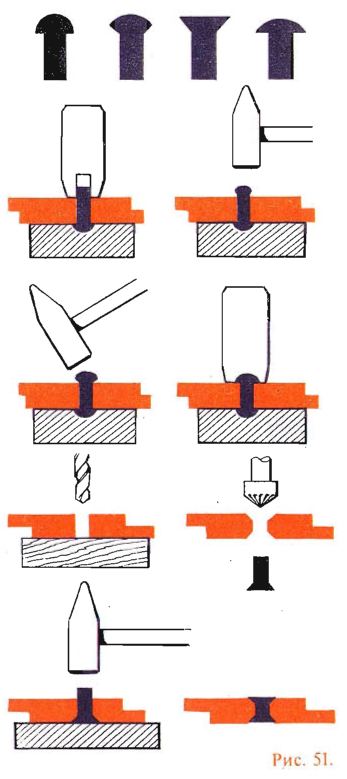
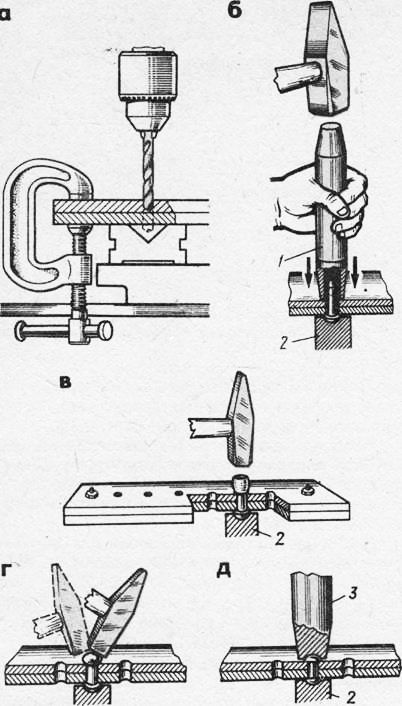
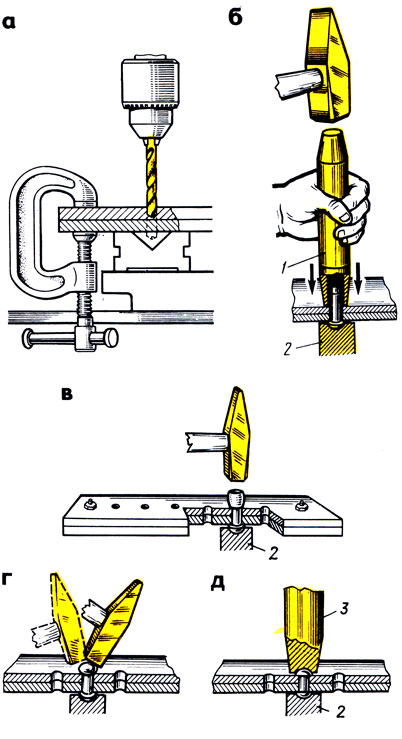
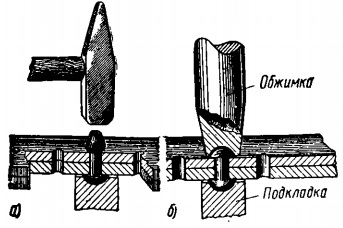
Pentru a face acest lucru, trebuie să faceți cât mai multe găuri în bară, după cum este necesar - sunt făcute mai adânci decât lungimea niturilor oarbe. Aceste găuri trebuie apoi lărgite de sus sub con cu un burghiu cu un diametru puțin mai mare decât găurile în sine (sub cap).
În aceste găuri nou pregătite sunt introduse piesele, a căror lungime este potrivită cu adâncimea găurii plus o proeminență mică pe cap. Rămâne doar să bateți la capătul firului cu un ciocan, umplând patul pregătit pentru cap cu aplatizare, astfel încât să nu iasă deasupra suprafeței mașinii.

Nituri cu capete plate pot fi realizate folosind aceeași tehnologie ca și versiunea anterioară, dar numai patul pentru formarea acestei părți a produsului este găurit cilindric, nu conic.
Este convenabil să faceți un nit de casă de un diametru mic, format din două părți - o ipotecă și o încuietoare - dintr-o pereche de cuie.Pentru a face acest lucru, una dintre unghii este luată cu un diametru mai mare - o gaură este forată în tija sa, cu 0,1 mm mai mică decât diametrul celui de-al doilea cui.

Al doilea cui, a cărui tijă ar trebui să aibă o lungime mai mică decât adâncimea găurii de blocare, este ascuțită la capăt sub con. Capetele unghiilor sunt capete gata făcute, doar că va trebui să moriți puțin pentru aspect. Gaura din îmbinarea pentru care a fost pregătit un astfel de nit este forată la dimensiunea diametrului părții de blocare a elementului de fixare.

Unelte de mana
Înainte de a neta corect un nit, va trebui să înțelegeți întreaga gamă de produse oferite. Cel mai adesea, există două tipuri de nituitoare pe rafturi: manuală și extragere. Principiul lor de funcționare nu este același:
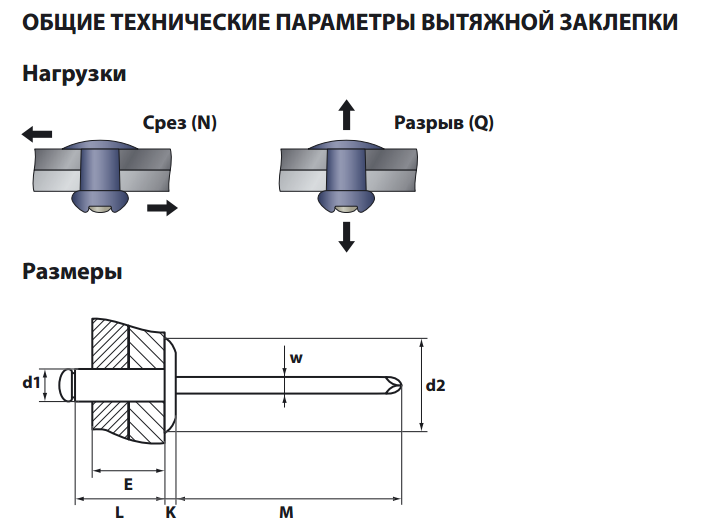
- Epuiza. Baza este tracțiunea, datorită căreia apare fixarea. Pentru aceasta, elementul se află în dispozitiv, cu o simplă decuplare și nituire de prindere. Elementul de fixare în sine are o bilă specială care este aplatizată. Fără aceasta, fixarea nu va avea loc chiar și cu acțiune manuală.
- Ce oferă legătura? Principiul de funcționare este simplu, motiv pentru care această unitate manuală are un preț scăzut. Procesul este similar, dar mingea este fixată în tub atunci când mânerul se mișcă. Este folosit rar (pentru lucruri prea subtile). Alegerea este făcută de cumpărător, evaluând complexitatea lucrării, activitatea de utilizare.
Desenele brevetului RF 2107574
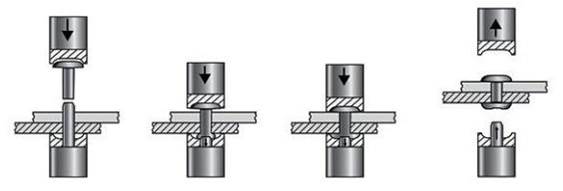
Invenția se referă la prelucrarea metalelor prin presiune și poate fi utilizată la fabricarea niturilor semi-goale și a altor piese similare pe mașinile cu cap rece.
O metodă cunoscută de fabricare a unui miez având o formă în trepte cu o cavitate oarbă, incluzând o bucată de piesă de prelucrat, supărarea piesei de prelucrat cu alinierea capetelor, stoarcerea unei trepte de diametru mic, stoarcerea unei cavități oarbe, supărarea finală a cap cu designul de șanfre.
Dezavantajul acestei metode este durabilitatea redusă a perforatorului pentru extrudarea cavității în a treia poziție datorită întăririi metalului la extrudarea unei trepte de diametru mic în a doua poziție. Aplicarea acestei metode este limitată de faptul că adâncimea cavității extrudate nu ar trebui să fie mai mare de 2,5 din diametrul acesteia.
În plus, această metodă nu permite asigurarea durabilității sculei la extrudarea cavităților oarbe cu o grosime relativă a peretelui piesei S / D det> 0,2, unde S, D det sunt grosimea peretelui și diametrul exterior al piesei în timpul extrudării, respectiv. Raportul S / D det> 0,2 în conversie corespunde gradului de deformare la extrudarea cavității det> 0,2 și adâncimea h det / d det> 2,5. În plus, durabilitatea pumnului de extrudare este redusă datorită absenței unei centuri de lucru pe acesta.
Această metodă necesită o mașină automată cu un design special.
Cea mai apropiată de metoda propusă este o metodă de fabricare a niturilor semi-goale și goale din sârmă, în care o tăietură de tijă cu lungimea măsurată este tăiată și o deformează în mai multe tranziții cu formarea unui cap la un capăt și a unei cavități axiale oarbe la cealaltă.
Această metodă nu asigură o grosime uniformă a pereților cavității oarbe pe toată lungimea sa. Dezavantajul este complexitatea configurării mașinii cu un număr mare de instrumente, iar pentru implementarea metodei necesită o mașină specială.
Invenția rezolvă problema creșterii duratei de viață a sculei la fabricarea niturilor semi-goale, în care grosimea relativă a peretelui este mai mare de 0,2 și vă permite să obțineți piese cu o adâncime relativă a cavității h det / d / det> 2.5.
Această problemă este rezolvată de faptul că, în metoda de fabricare a niturilor semi-goale, o piesă de prelucrat a tijei cu lungimea măsurată este tăiată și deformarea acesteia se realizează în mai multe tranziții cu formarea unui cap la un capăt al tijei și a unei jaluzele. cavitatea axială la cealaltă, în timp ce în procesul de deformare a piesei de prelucrat este calibrată secvențial cu extrudare de extrudare, extrudare directă pentru a obține o cavitate oarbă la un capăt al tijei piesei de prelucrat,reducere într-o matrice cu o parte deformantă conică pentru a obține un semifabricat în trepte cu o suprafață de tranziție conică între grade și o cavitate oarbă situată la sfârșitul etapei mai mici, al cărei diametru, adâncime și grosimea peretelui sunt egale cu parametrii corespunzători ai piesei finite și designul final al capului de nit.
Gradul relativ de deformare în timpul extrudării cavității este prescris în intervalul 0,36 - 0,51.
Când o tijă semi-goală este redusă, diametrul interior scade și adâncimea cavității crește, care poate depăși 2,5 din diametrul său.
Desenul prezintă o metodă de fabricare a unui nit semi-gol cu o grosime relativă a peretelui de 0,24.
Metoda se realizează după cum urmează.
Dintr-o tijă sau bobină de oțel 10 cu o rezistență la tracțiune de 400 MPa, o piesă de prelucrat măsurată este tăiată, o piesă cu un diametru exterior de 6,8 mm este supărată, nivelând capetele și, formând o umflătură, strângeți o cavitate cu o diametru interior de 4,8 mm, adâncime de 4,7 mm cu un grad de deformare = 0,5, atunci reducerea se efectuează cu îngroșarea peretelui tijei semi-goale, apoi piesa de prelucrat este calibrată cu proiectarea simultană a capului și șanțuri.
Din ce material ar trebui să fie nitul
Nituri sunt de obicei luate din același material ca și piesele care trebuie îmbinate - acest lucru evită coroziunea electrochimică
Acordați atenție caracteristicilor de rezistență. Dar, de regulă, atunci când conectați piese din aluminiu, rezistența hardware-ului din aluminiu este suficientă
În general, niturile sunt fabricate din următoarele metale:
oţel:
- obișnuit - clasele St2, St3, St10;
- rezistent la coroziune Х18Н9Т;
- galvanizat;
Citiți și: Cheie pentru slăbirea piulițelor roților

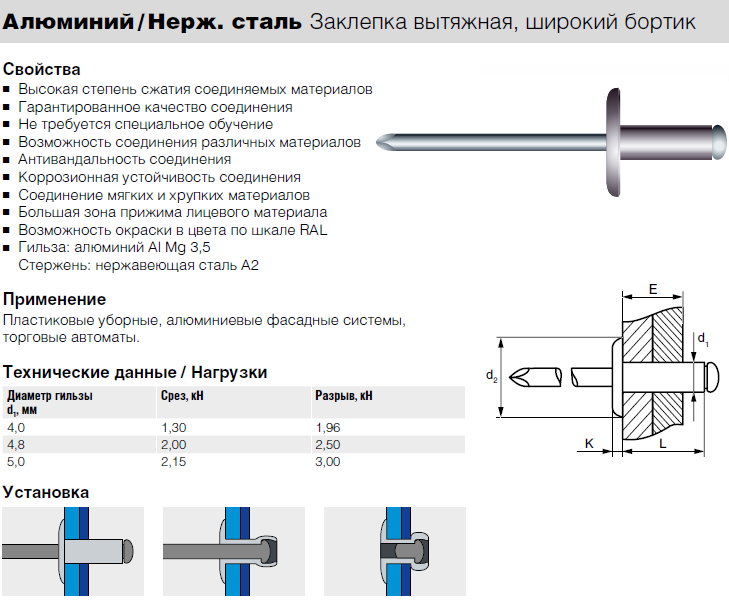
La conectarea pieselor de cupru, este permisă instalarea de alamă și cupru. Aluminiu este lipit cu aliaje de aluminiu. Foi de oțel - clase corespunzătoare de nituri de oțel. Există, de asemenea, hardware mixt - din două metale diferite (chimic fără conflict). Cele mai frecvente sunt aluminiu-oțel.
Pentru instalarea elementelor de fațadă, pante, refluxuri, plăci metalice și foi profilate, se folosesc de obicei nituri oarbe din oțel vopsit galvanizat. Colorare - în ton cu detaliile.
Oțel nituit orb
cu guler standard ST / ST - oțel / oțel. Dimensiunile niturilor din oțel de la 3,0 x 6 la 6,4 x 45 mm. Acestea sunt utilizate pentru a crea îmbinări permanente din materiale subțiri din foi. Folosind un nituitor, nituirea este posibilă atunci când se accesează doar o parte a materialului.Caracteristici și dimensiuni nituri din oțel cu umăr standard ST / ST
| Dimensiunea nitului | d | dk | K | R max | d1 | L1 | Forța de rupere N | Forța de forfecare N |
| 3.0 | 3.0 +0.08 -0.10 | 6.5 -0.7 | 0.8 ±0.2 | 0.2 | 1.90 | 27 | 1125 | 915 |
| 3.2 | 3.2 +0.08 -0.10 | 6.5 -0.7 | 0.8 ±0.2 | 0.2 | 2.00 | 27 | 1285 | 1060 |
| 4.0 | 4.0 +0.08 -0.15 | 8.0 -1.0 | 1.0 ±0.3 | 0.3 | 2.50 | 27 | 1990 | 1550 |
| 4.8 | 4.8 +0.08 -0.15 | 9.5 -1.0 | 1.1 ±0.3 | 0.3 | 2.90 | 27 | 2920 | 2300 |
| 5.0 | 5.0 +0.08 -0.15 | 9.5 -1.0 | 1.1 ±0.3 | 0.3 | 2.90 | 27 | 3255 | 2575 |
| 6.0 | 6.0 +0.08 -0.15 | 12.0 -1.5 | 1.5 ±0.4 | 0.4 | 3.40 | 27 | 5000 | 4000 |
| 6.4 | 6.4 +0.08 -0.15 | 13 -1.5 | 1.8 ±0.4 | 0.5 | 3.85 | 27 | 5400 | 4350 |
Grosimea materialelor de îmbinat și dimensiunea găurii nitului în mm
| Dimensiunea nitului | Grosimea materialelor care trebuie îmbinate | Diametrul lateral | Diametrul găurii |
| 3,0 x 6 | 1.5 — 3.5 | 6.5 | 3.1 — 3.2 |
| 3,0 x 8 | 3.5 — 5.5 | ||
| 3,0 x 10 | 5.5 — 7.0 | ||
| 3,0 x 12 | 7.0 — 9.0 | ||
| 3,0 x 14 | 9.0 — 11.0 | ||
| 3,0 x 16 | 11.0 — 13.0 | ||
| 3,0 x 18 | 13.0 — 15.0 | ||
| 3,0 x 20 | 15.0 — 17.0 | ||
| 3,2 x 6 | 1.5 — 3.5 | 6.5 | 3.3 — 3.4 |
| 3,2 x 8 | 3.5 — 5.0 | ||
| 3,2 x 10 | 5.0 — 7.0 | ||
| 3,2 x 12 | 7.0 — 9.0 | ||
| 3,2 x 14 | 9.0 — 11.0 | ||
| 3,2 x 16 | 11.0 — 13.0 | ||
| 3,2 x 18 | 13.0 — 15.0 | ||
| 3,2 x 20 | 15.0 — 17.0 | ||
| 3,2 x 25 | 20.0 — 22.0 | ||
| 4,0 x 6 | 1.5 — 3.0 | 8.0 | 4.1 — 4.2 |
| 4,0 x 8 | 3.0 — 5.0 | ||
| 4,0 x 10 | 5.0 — 6.5 | ||
| 4,0 x 12 | 6.5 — 8.5 | ||
| 4,0 x 14 | 8.5 — 10.5 | ||
| 4,0 x 16 | 10.5 — 12.5 | ||
| 4,0 x 18 | 12.5 — 14.5 | ||
| 4,0 x 20 | 14.5 — 16.5 | ||
| 4,0 x 22 | 16.5 — 18.0 | ||
| 4,0 x 25 | 18.0 — 21.5 | ||
| 4,0 x 26 | 18.5 — 22.5 | ||
| 4,0 x 28 | 21.5 — 24.0 | ||
| 4,0 x 30 | 21.5 — 26.0 | ||
| 4,8 x 6 | 1.0 — 3.0 | 9.5 | 4.9 — 5.0 |
| 4,8 x 8 | 3.0 — 4.5 | ||
| 4,8 x 10 | 4.5 — 6.0 | ||
| 4,8 x 12 | 6.0 — 8.0 | ||
| 4,8 x 14 | 8.0 — 10.0 | ||
| 4,8 x 16 | 10.0 — 12.0 | ||
| 4,8 x 18 | 12.0 — 14.0 | ||
| 4,8 x 20 | 14.0 — 16.0 | ||
| 4,8 x 22 | 16.0 — 18.0 | ||
| 4,8 x 23 | 16.5 — 19.0 | ||
| 4,8 x 24 | 17.0 — 20.0 | ||
| 4,8 x 25 | 18.0 — 21.0 | ||
| 4,8 x 28 | 21.0 — 23.5 | ||
| 4,8 x 30 | 23.0 — 25.0 | ||
| 4,8 x 32 | 25.0 — 27.0 | ||
| 4,8 x 35 | 25.0 — 30.0 | ||
| 4,8 x 40 | 30,0 — 35.0 | ||
| 4,8 x 50 | 40,0 — 45.0 | ||
| 5,0 x 6 | 0.5 — 2.5 | 9.5 | 5.1 — 5.2 |
| 5,0 x 8 | 2.5 — 4.5 | ||
| 5,0 x 10 | 4.5 — 6.0 | ||
| 5,0 x 12 | 6.0 — 8.0 | ||
| 5,0 x 14 | 8.0 — 10.0 | ||
| 5,0 x 16 | 10.0 — 12.0 | ||
| 5,0 x 18 | 12.0 — 14.0 | ||
| 5,0 x 21 | 14.0 — 17.0 | ||
| 5,0 x 25 | 17.0 — 20.0 | ||
| 5,0 x 27 | 20.0 — 23.0 | ||
| 5,0 x 30 | 23.0 — 25.0 | ||
| 6,0 x 8 | 2.0 — 4.0 | 12.0 | 6.1 — 6.2 |
| 6,0 x 10 | 4.0 — 6.0 | ||
| 6,0 x 12 | 6.0 — 8.0 | ||
| 6,0 x 14 | 7.0 — 9.0 | ||
| 6,0 x 16 | 9.0 — 11.0 | ||
| 6,0 x 18 | 11.0 — 13.0 | ||
| 6,0 x 22 | 13.0 — 17.0 | ||
| 6,0 x 26 | 17.0 — 20.0 | ||
| 6,0 x 30 | 20.0 — 24.0 | ||
| 6,4 x 8 | 2.0 — 4.0 | 13.0 | 6.5 — 6.6 |
| 6,4 x 10 | 2.0 — 5.0 | ||
| 6,4 x 12 | 4.0 — 6.0 | ||
| 6,4 x 14 | 6.0 — 8.0 | ||
| 6,4 x 16 | 8.0 — 11.0 | ||
| 6,4 x 18 | 9.0 — 13.0 | ||
| 6,4 x 20 | 11.0 — 15.0 | ||
| 6,4 x 22 | 13.0 — 16.0 | ||
| 6,4 x 25 | 15.0 — 19.0 | ||
| 6,4 x 26 | 16.0 — 20.0 | ||
| 6,4 x 28 | 17.0 — 22.0 | ||
| 6,4 x 30 | 18.0 — 24.0 | ||
| 6,4 x 32 | 22.0 — 26.0 | ||
| 6,4 x 35 | 24.0 — 30.0 | ||
| 6,4 x 40 | 30.0 — 35.0 | ||
| 6,4 x 45 | 35.0 — 40.0 |
Puteți comanda și cumpăra nituri din oțel de orice dimensiune la prețuri cu ridicata.
192007, Sankt Petersburg, st. Kurskaya, 27 de ani
Trading House Neva vinde en-gros articole de fixare DIN și GOST, articole de fixare zincate și dispozitive de fixare de înaltă rezistență. Elementele de fixare pentru construcții sunt furnizate tuturor regiunilor din Rusia.
În industrie, una dintre operațiunile principale este conectarea elementelor structurale și a pieselor.
O modalitate este să te alături cu nituri. Se folosește atunci când nu este posibilă sudarea elementelor structurale și are multe avantaje față de acesta. Pentru a realiza această tehnologie, există un instrument special de nituire.
Ce este nituirea
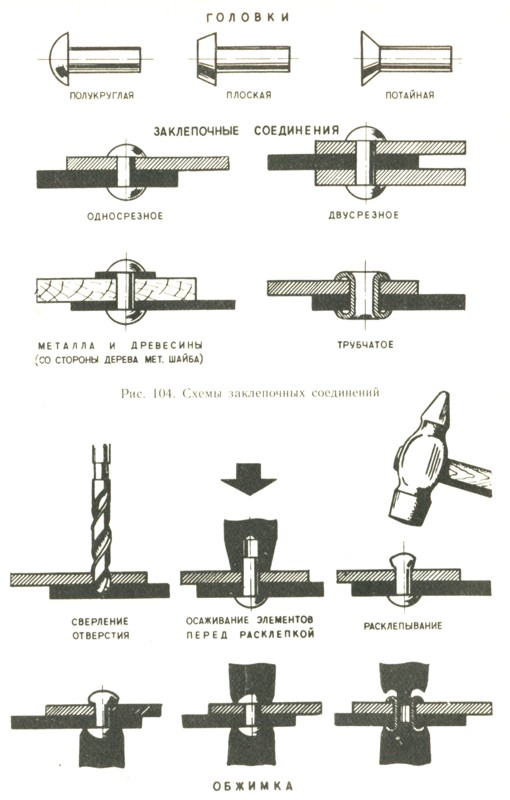
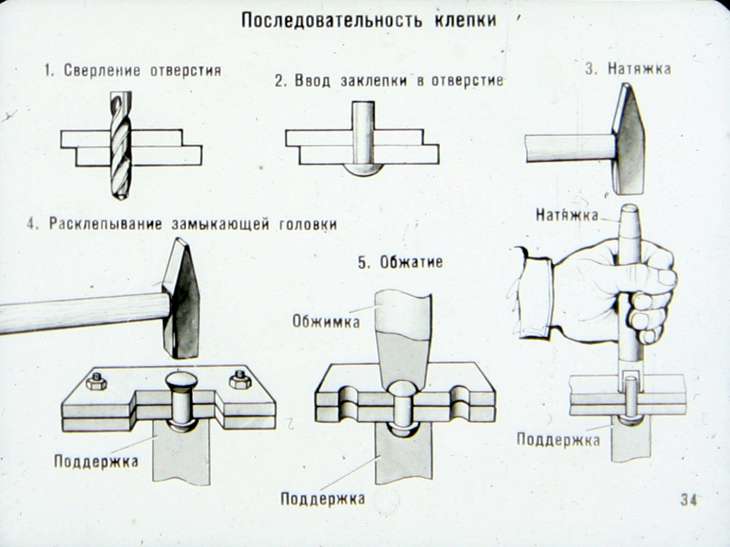
Conexiunea mecanică a pieselor care utilizează o serie de nituri se numește nituire, iar conexiunea în sine este o cusătură nituită. Se folosește acolo unde este incomod să sudăm piese sau unde sunt conectate materiale nesoluibile. Nu numai metalele sunt nituite, astfel ele conectează piese în haine, accesorii etc. Dar acolo este mai mult un finisaj decât o conexiune încărcată. Deci, mai departe vom vorbi despre nituirea în construcții sau îmbunătățirea locuințelor. În principiu, în loc de nituire, puteți utiliza o conexiune cu șurub, dar șuruburile și piulițele sunt mai scumpe, iar instalarea lor necesită mai mult timp.

Așa arată o articulație nituită
Dacă vorbim despre instalarea gardurilor din tablă profilată, niturile sunt mai fiabile, deoarece pot fi îndepărtate numai prin alezarea elementelor de fixare. Când instalați șuruburi sau șuruburi autofiletante, acestea pot fi deșurubate și transportate atât din metal, cât și din hardware. În unele cazuri, nituirea este mai convenabilă atunci când instalați un acoperiș din plăci ondulate sau metalice. Pe acoperiș, instalarea conexiunilor cu șurub este problematică și consumă mult timp. Și cu nituri și cu un instrument bun, o puteți face într-o oră sau chiar mai puțin.

Cea mai obișnuită utilizare în gospodăria personală
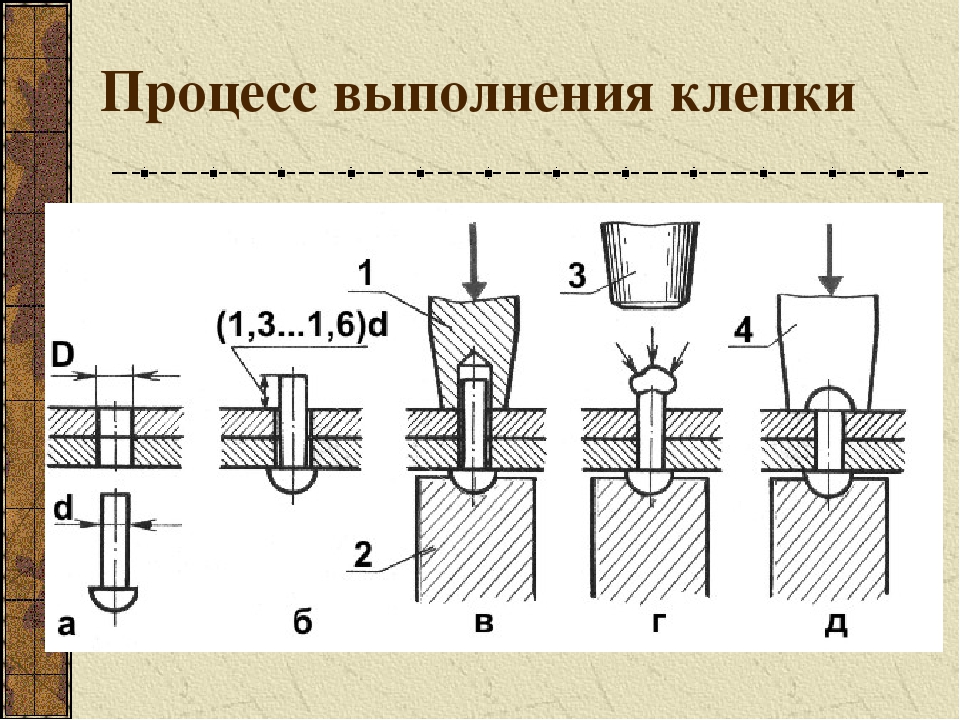
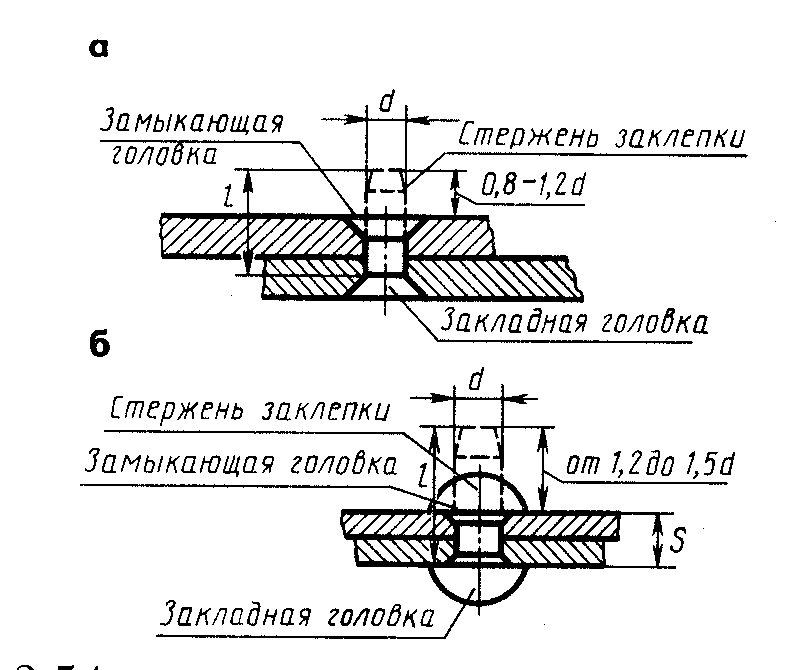
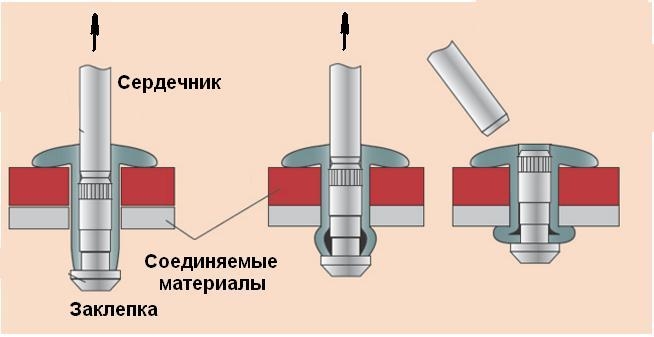
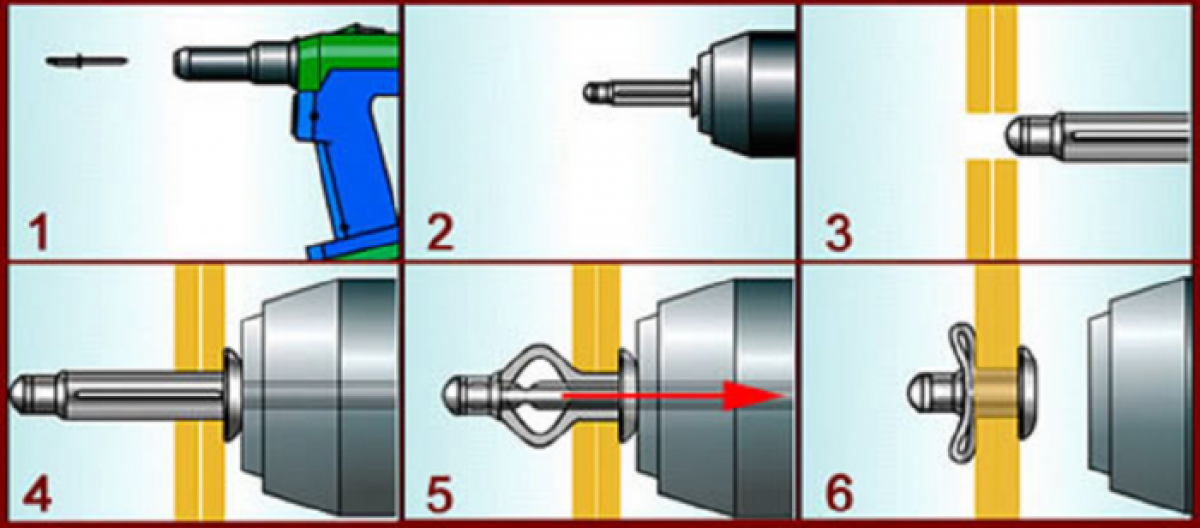
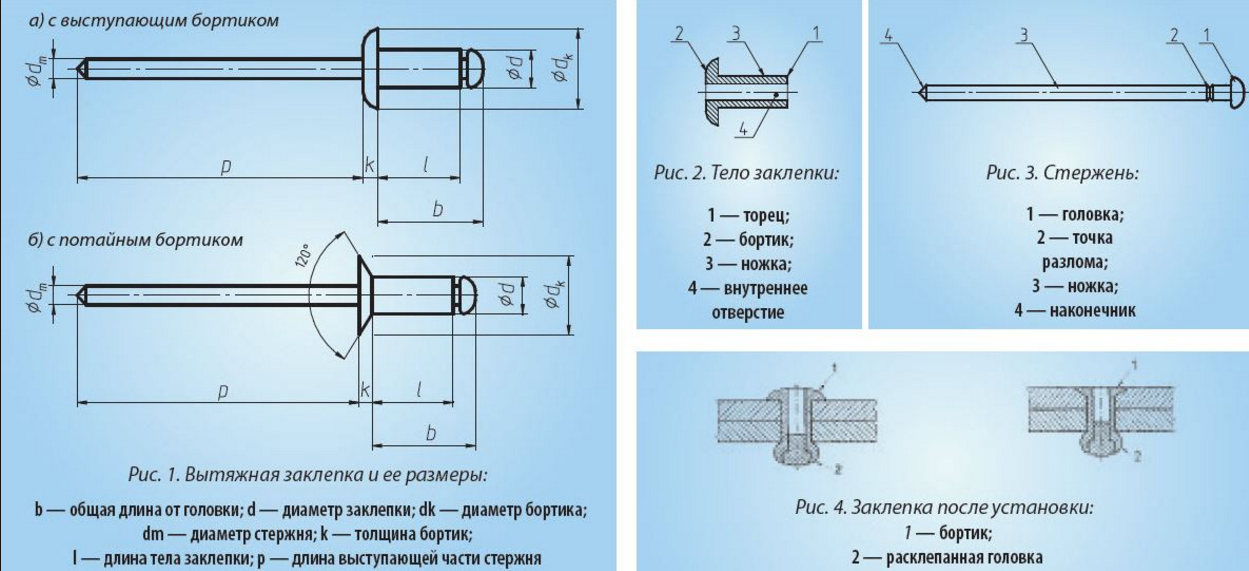
Cum sunt conectate piesele cu nituri? Nitul este instalat în orificiul de trecere pregătit. Are un cap care se sprijină de material și tijă. În timpul procesului de nituire, capătul tijei este aplatizat, schimbându-și forma sub influența forței. Prin urmare, metalele plastice sunt utilizate pentru aceste hardware.
Probleme care pot apărea cu nitul
După îndepărtarea piesei de extracție cu instrumentul, aceasta ar trebui să cadă prin orificiu. Cu toate acestea, după un timp de utilizare constantă, este posibil să constatați că partea de evacuare se va bloca în interiorul sculei.
Dacă se produce blocarea, este foarte probabil ca fălcile din interiorul instrumentului să fie aliniate greșit. Va trebui să dezasamblați complet instrumentul și să fixați fălcile în poziția corectă. După această procedură, performanța echipamentului va fi complet restabilită.
În videoclip, meșterul de casă demonstrează clar cum să rezolve rapid și ușor problema cu „mușcătura” părții desenului nitului:
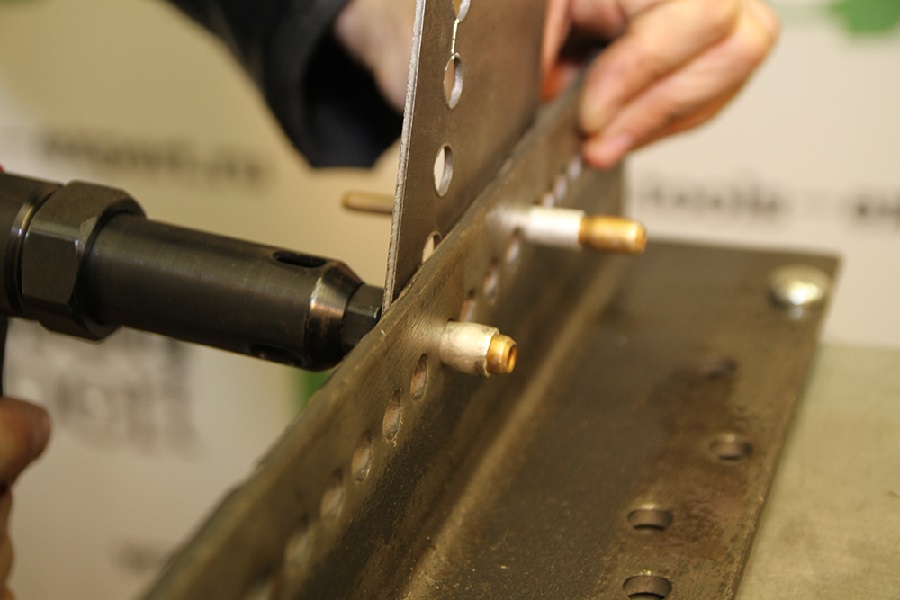
Știm cu toții ce mare lucru sunt niturile filetate.
În unele cazuri, nu există o alternativă la ele. Până la un anumit timp, am reușit cumva fără ele. Dar într-o zi frumoasă a venit la mine o mașină minunată, pe care a fost necesar să instalez protecția geamului. Iată una:

Apoi am început să lucrez la ferme colective și, în cele din urmă, s-a dovedit, deși nu era prezentabil în aparență, era adaptabil, dar foarte funcțional, și cu ajutorul său am pus mai mult de o duzină de nituri. Baza este un șurub M6, puterea 8.8
Așa arată asamblat, cu nituri instalate
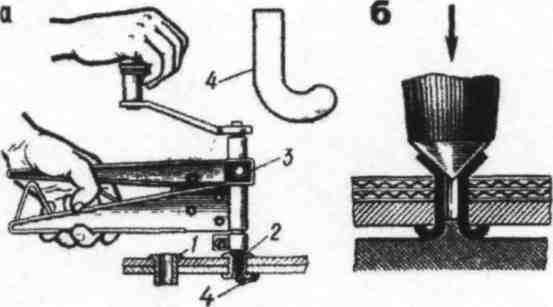
Piese principale: Șurub M6. O bucată de șurub M12. Mai exact, nu existau șuruburi, știfturi. O piuliță este sudată pe o parte, transformând-o într-un șurub. Știftul este forat prin D = 6,5 mm, apoi vine piulița de pe scara UAZ. Puternic. Mai mult - lagărul de presiune, dimensiunile nu sunt critice. Mai departe - o șaibă cu un racord de la conducta de frână. De asemenea, nu este important. Ce a fost, apoi a pus-o.
Cred că principiul de funcționare este clar. Găurim o gaură, sub nituirea M6 pare să fie de 9 mm. Introducem adaptorul. Ținem piulița 1 cu o cheie, în timp ce deșurubați piulița 2 cu cea de-a doua cheie.
Pe măsură ce efortul a crescut, înseamnă că nituirea sa încheiat. Întoarcem totul înapoi până la slăbire, deșurubăm șurubul M6 și îl punem pe următorul.
Un nitor manual semi-automat practic și ușor de utilizat pentru nituri oarbe, dacă doriți, îl puteți face singur. Mai mult, majoritatea componentelor pentru acesta pot fi găsite fără probleme în atelier sau în garaj.
O caracteristică distinctivă a acestui design este că nu are pârghie de putere, ca la modelele din fabrică - aici o șurubelniță acționează ca o acționare. De asemenea, va funcționa un burghiu electric.
Pentru a realiza o nitură de casă, veți avea nevoie de o bucșă de lucru cu came cu pini, o bucșă conică și un arc, care poate fi împrumutat de la o armă de nituri veche. De asemenea, veți avea nevoie de un cap în care se introduce tija nitului.
Cum puteți face nituri de oțel?
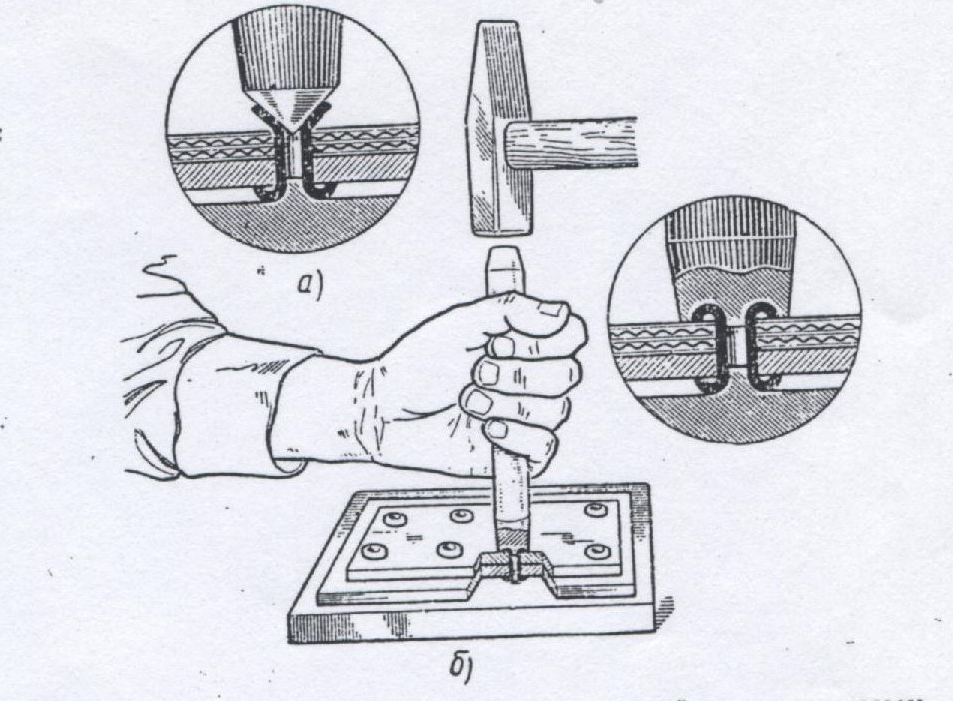
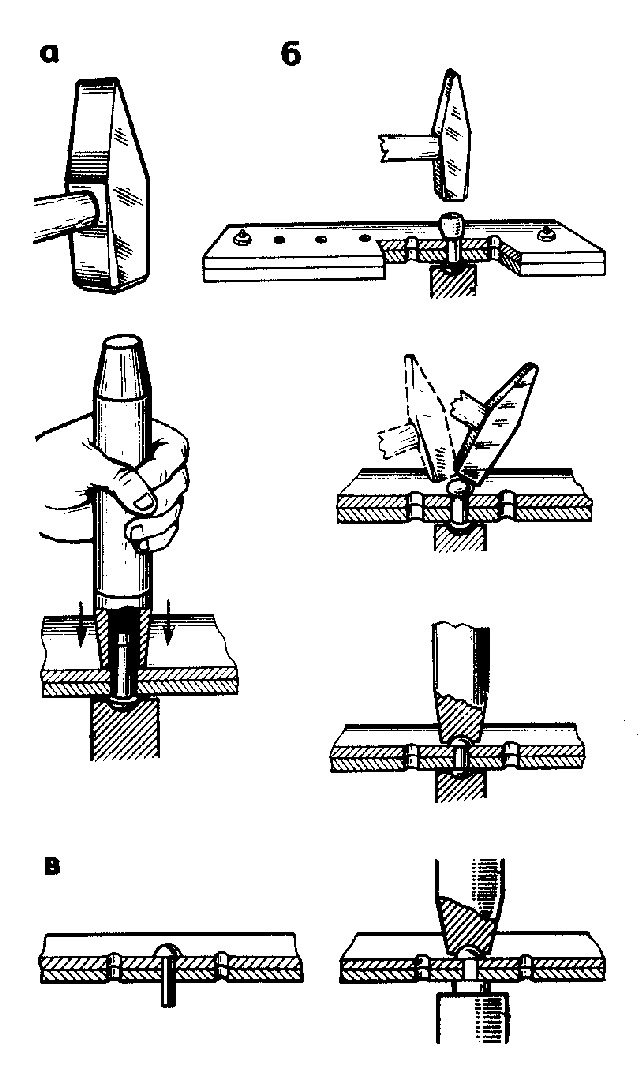
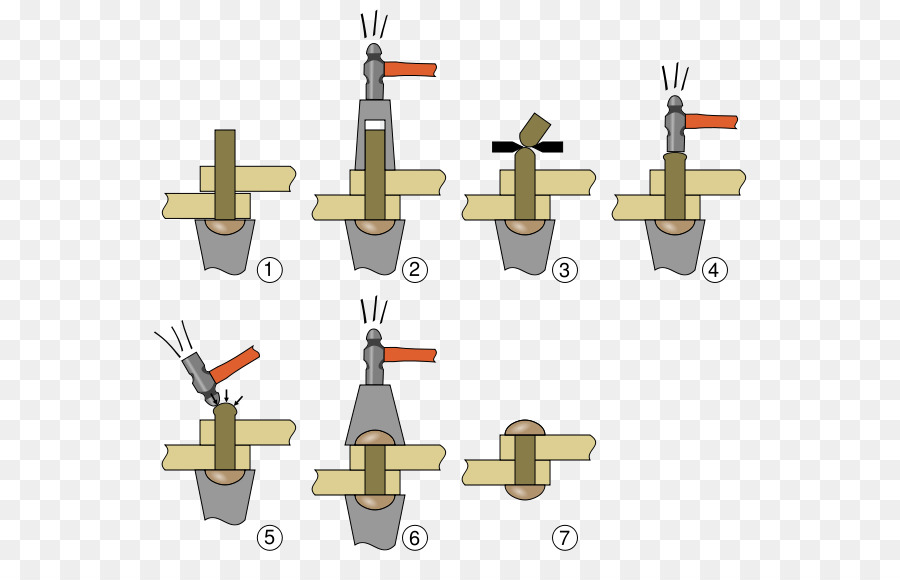
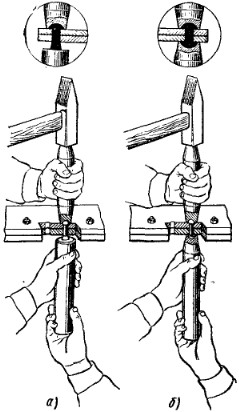
Dar mai întâi, să ne dăm seama cum să punem pe cel mai simplu buton din denim. Faceți o gaură în talia blugilor cu un punte și introduceți piciorul în ea. Așezați butonul pe nicovală (de preferință pe o suprafață metalică) și ciocăniți în picior. Este piciorul, nu butonul. Când cumpărați un buton denim, alegeți un set care are o tăietură a piciorului, așa cum se arată în această fotografie. Acest picior va fi ținut în siguranță în interiorul butonului. Un picior neted poate „sări afară” în timp sau sub sarcină.
Acum, să încercăm să instalăm un buton pentru blugi cu un design mai fiabil, al cărui picior se mișcă liber. Aici aveți nevoie de o diblă tăiată pe smirghel. Faptul este că piciorul unui astfel de buton trebuie extins în interiorul butonului însuși. Nu veți putea să vă „apropiați” de el fără un instrument special. Dar cu ajutorul unei dibluri tăiate, acest lucru este ușor de făcut. Și întrucât diblul nu se îndoaie, poate extinde în mod fiabil piciorul cu el. Dar mai întâi, treceți piciorul în centură, puneți un buton deasupra acestuia și vedeți cât de departe iese piciorul din el. Poate că marginea acestuia va trebui să „muște” cu clești. În caz contrar, piciorul dvs. se va îndoi pur și simplu și apoi nu va fi evazat.




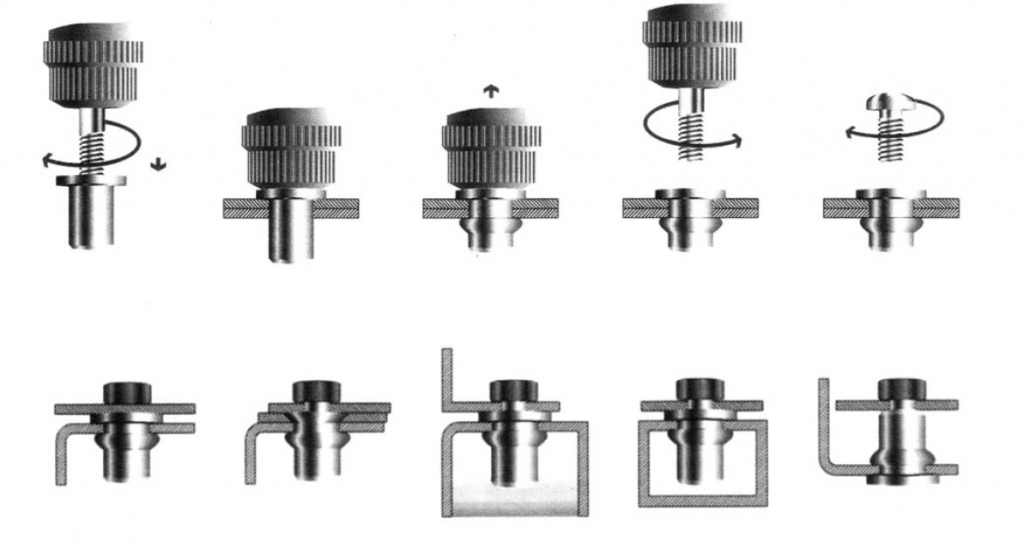
Butonul antenei (nr. 1) este instalat aproximativ în același mod, doar această operație trebuie efectuată numai pentru partea superioară a butonului. Partea inferioară este mult mai ușor de instalat. Pentru a instala a doua parte, în magazin puteți cumpăra un instrument special cu o adâncitură în interior. Dar dacă nu aveți una, atunci puteți utiliza o placă metalică cu o gaură exact de mărimea „cosurilor”. Introduceți acest cos în orificiul plăcii metalice și „trântiți” piciorul cu un ciocan din spatele hainei. Butonul antenelor este foarte dificil de instalat fără instrumente speciale, deci cumpărați mai multe dintre aceste butoane decât aveți nevoie.
Ultimul tip de buton, care este uneori folosit la confecțiile tricotate, nu este dificil de instalat. Cu toate acestea, se pot da și câteva sfaturi. Mai întâi, asigurați-vă că petalele de pe partea de jos a butonului se potrivesc exact unde ar trebui să fie. Uneori sunt îndoite, așa că trebuie să le îndoiți sau să le aliniați cu clești, astfel încât în timpul instalării toate petalele să „intre” în partea superioară. Dacă din anumite motive butonul nu este instalat corect, scoateți-l și puneți altul nou. Este mai bine să nu mai folosiți butonul deteriorat, deoarece acesta nu va mai fi ținut în siguranță. Sunt ieftine, deci cumpărați-le cu o marjă.
Cum să deschideți un mini-studio Acasă, nu este necesară o apăsare pentru instalarea butoanelor, dar într-un atelier, un astfel de instrument este cu siguranță necesar, mai ales dacă atelierul dvs. este angajat în repararea hainelor din piele, a genților și a altor accesorii, unde se folosesc adesea diverse accesorii.
Tehnologia de cusut și tăiat blana naturală Cusutul de blană sau piele poate fi realizat numai de înaltă calitate de către un profesionist care are echipamente, scule și experiență speciale, inclusiv instrumente pentru instalarea accesoriilor vestimentare. Cu toate acestea, în unele cazuri este posibil să instalați butoane sau blocuri fără instrumente și dispozitive speciale.
Recomandări pentru lucrul cu piele Aproape orice îmbrăcăminte din piele, accesorii utilizează diverse accesorii. Pentru a „perfora” o gaură îngrijită în piele pentru a instala un buton sau un bloc, trebuie să utilizați un pumn special.
Cum să coaseți perdele pe cont propriu - sfaturi mici Pentru perdele, se folosesc adesea accesorii speciale - ochiuri.Ochelele seamănă în exterior cu blocurile, cu toate acestea, este imposibil să instalați singur ochiurile metalice, deoarece fără o presă specială nu veți putea să vă aruncați cu precizie marginile. Folosiți ochiuri din plastic. Jumătățile lor se fixează reciproc și, prin urmare, instalarea nu va cauza dificultăți.
Interlinie și adezivi Când instalați accesorii pe țesături largi, tricotate, asigurați-vă că utilizați țesături adezive. Secțiunile lipite ale articolului de îmbrăcăminte vor fi ținute în siguranță între părțile blocului.
Caracteristicile muncii nituitorului
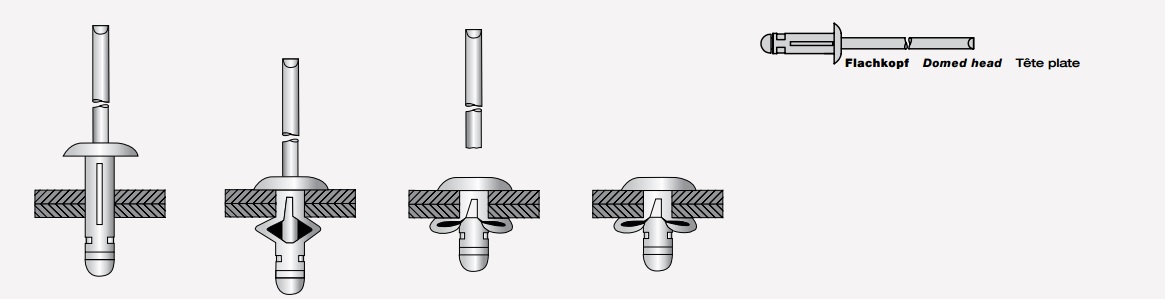
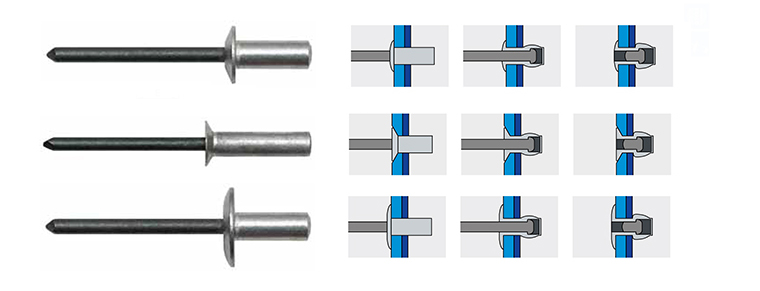
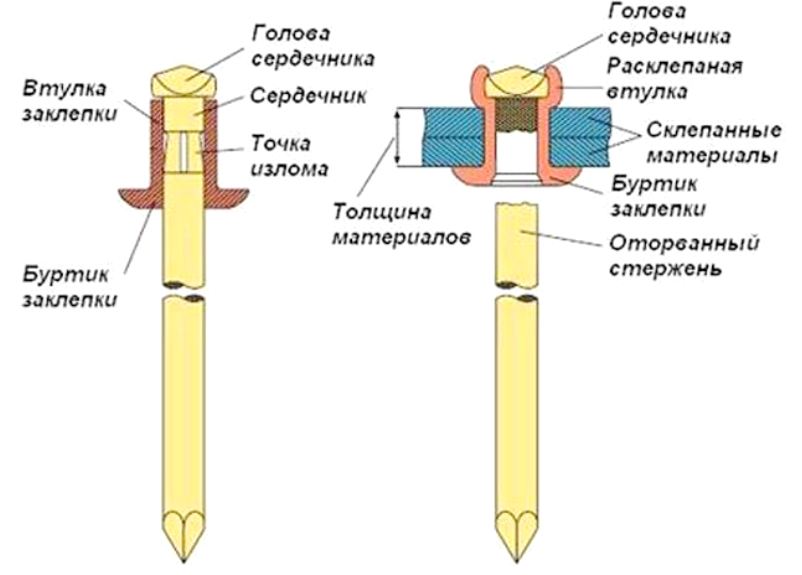
Condiția principală pentru nituire este aceea că la formarea capetelor, forța trebuie aplicată pe ambele părți ale nituirii. Nituitorul poate fi adus la piese doar dintr-o parte, prin urmare, sarcina pe nit pe cealaltă parte este asigurată de designul nitului însuși.

Dispozitiv de nitat mecanic.
Există mai multe tipuri de nituitoare. Acestea diferă în ceea ce privește tipul de acționare al elementului de lucru - nituri mecanice, pneumatice, pneumohidraulice. În funcție de tipul de nituri utilizate, niturile sunt împărțite în dispozitive pentru nituri oarbe și pentru nituri cu piulițe. În plus, sunt disponibile dispozitive și accesorii universale pentru nituri hexagonale. În cele din urmă, niturile pot fi amatori sau profesioniști.
În condiții domestice, se folosesc de obicei nituitoare mecanice pentru amatori. Structural, acestea pot fi împărțite în dispozitive cu un singur mâner, cu două mânere glisante și tip „acordeon”.
Proiectarea nitorului se bazează pe un mecanism cu pârghie cu un raport semnificativ între lungimea brațelor pârghiei. Acționarea mecanică acționează pința, care trage elementul de nitare până se formează capul nitului.
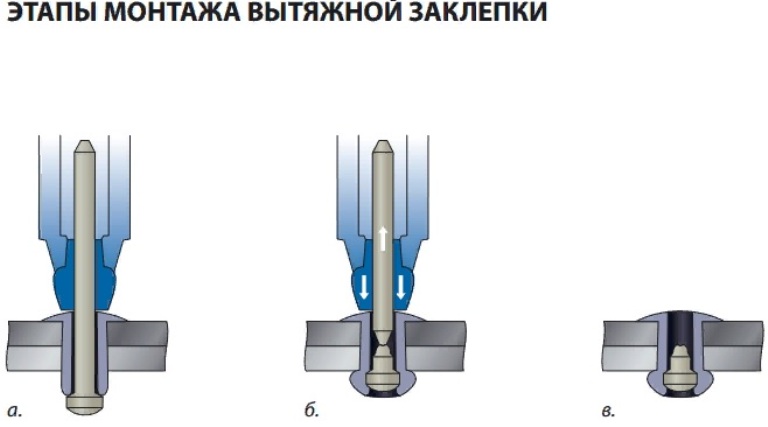
Un nituitor cu elemente de tragere funcționează trăgând un fir de nit suplimentar de-a lungul canalului interior al elementului principal. În acest caz, forța este aplicată dintr-o parte, dar redistribuită pe ambele părți ale părților. Acest lucru se realizează prin instalarea elementelor (corp și ștanț) pe diferite laturi ale metalelor care urmează să fie îmbinate. Pumnul este întins și, în același timp, se aplică o sarcină semnificativă pe capul corpului în direcția opusă, ceea ce face ca corpul să se aplatizeze în interiorul găurii și, prin urmare, să prindă pumnul.
Nitul orb este instalat folosind un cap special cu șurub. În timpul aplicării forței, datorită nitului, se formează pliuri pe ambele părți ale pieselor, fixând nitul în gaură. Dispozitivul are un set de capete pentru nituri de diferite diametre (3-10 mm).