Ce este sudarea la rece și cum este
Sudarea la rece este un tip special de adeziv de înaltă rezistență care este folosit pentru a îmbina diferite materiale, inclusiv oțelul. Compoziția se bazează pe adeziv epoxidic sau rășină cu umpluturi diferite, datorită căreia este asigurată o rezistență ridicată a conexiunii pieselor. Numai că nu este întotdeauna posibil să se realizeze o conexiune de înaltă calitate, prin urmare mulți se plâng și refuză să mai folosească materialul. Motivul nu este deloc calitatea slabă a lipiciului sau eficiența scăzută a acestuia, ci nerespectarea instrucțiunilor de utilizare a compoziției.

Pentru ca sudarea la rece să asigure fiabilitatea dorită a conexiunii, aplicarea sa necesită o abordare adecvată. Înainte de a utiliza sudarea la rece, este necesar să înțelegeți particularitățile aplicării sale corecte. După apariția unui adeziv de înaltă rezistență, diferiți producători au început să îl producă. Pentru a economisi producția, unii producători încalcă standardele pentru fabricarea sudării la rece, ceea ce afectează în cele din urmă calitatea îmbinărilor. Pentru a preveni acest lucru, trebuie să cumpărați sudură numai cu certificate de calitate care garantează eficiența materialului.
Sudarea la rece este clasificată în două tipuri:
- O componentă
- Două componente
Și în ambele tipuri de lipici, există o substanță epoxidică, precum și materiale de umplutură - sulf, pulbere de metal și alți compuși. După tipul de compoziție, sudarea la rece este uscată și lichidă.
Sudarea uscată bicomponentă se află într-un pachet cilindric. Atunci când este necesară utilizarea produsului, componentele trebuie amestecate, obținându-se un amestec similar cu plastilina. Este foarte convenabil să lucrați cu plastilină, prin urmare, este posibil să se asigure conexiunea prin sudare la rece uscat chiar și în cele mai inaccesibile locuri. Eficacitatea materialului depinde de calitatea amestecării compoziției. Ambele componente trebuie utilizate în aceeași cantitate și bine amestecate.

Sudarea lichidă constă, de asemenea, din două componente, care sunt epoxidice și întăritoare. Aceste componente trebuie, de asemenea, conectate împreună înainte de utilizare directă. Calitatea și fiabilitatea aderenței depind de un factor precum amănunțimea amestecului. Cu cât substanțele sunt amestecate mai bine, cu atât este mai fiabil joncțiunea.
Sudarea la rece este, de asemenea, clasificată în funcție de metodele de aplicare, care depind de sarcinile tehnologice stabilite:
- Sutura - utilizată pentru a crea o cusătură puternică și impermeabilă, atunci când este necesar nu numai să conectați piesele, ci și pentru a asigura etanșeitatea acestora. Compusul de îmbinare este potrivit atunci când este necesar pentru a preveni scurgerea țevilor metalice etc.
- Punctat - un astfel de adeziv se aplică în puncte, ceea ce vă permite să obțineți o fiabilitate ridicată, cu toate acestea, nu există etanșeitate. Este utilizat în principal în cazuri excepționale când este necesar să se asigure conectarea a două părți
- Butt este un tip special de lipici care este folosit pentru a conecta piesele metalice prin îmbinarea lor. Atunci când utilizați sudarea cap la cap, este necesar să înțelegeți că numai metalul subțire poate fi îmbinat cu un astfel de adeziv.
- Tavrovaya - acest tip de adeziv este utilizat exclusiv în instalațiile electrice
- Glisarea sau sudarea pe picioare este un adeziv folosit pentru îmbinarea țevilor de diferite diametre. Cu ajutorul lipiciului glisant, pot fi conectate țevi de diferite diametre, dar exclusiv prin metoda suprapunerii
Este interesant! În funcție de materialul care trebuie îmbinat, sudarea la rece se distinge pentru metal, plastic, linoleum etc.Utilizarea unui astfel de adeziv reduce semnificativ costul utilizării altor metode de îmbinare.
Specificații
Acest produs are o serie de caracteristici caracteristice care sunt determinate de caracteristicile sale. Desigur, fiecare marcă poate avea propriile caracteristici, dar în majoritatea cazurilor caracteristicile sunt după cum urmează:
| Timp primar de uscare, minute | Timp complet de uscare, ore | Limita minimă de temperatură de funcționare, grade Celsius | Limita maximă de funcționare a temperaturii, grade Celsius | Volumul pachetului, grame |
| 30 | 5 | -40 | +300 | 57/115 |
Dacă sudarea la rece este utilizată pentru aluminiu la temperaturi ridicate, atunci limita sa superioară poate fi mai mare de 700-100 grade Celsius. Unele substanțe suplimentare care sunt adăugate la compoziție pot schimba, de asemenea, caracteristicile, dar sunt adesea vizate în mod restrâns și nu sunt atât de frecvente.
Alegerea sudării la rece
Selectarea mărcii corecte determină în mare măsură calitatea operației de reparații ulterioare. Pentru a face acest lucru, trebuie să acordați atenție anumitor parametri care sunt importanți pentru dvs. Aici trebuie să găsiți un echilibru între preț și calitate, deoarece producătorii dovediți pot oferi produse destul de scumpe.
În primul rând, trebuie să acordați atenție regimului de temperatură în care materialul poate fi utilizat. Trebuie să coincidă sau să o depășească pe cea în care veți lucra.
Apoi, ar trebui să acordați atenție suprafețelor cu care pot interacționa. La urma urmei, există compoziții destinate numai aluminiului, dar există și universale.
"Notă! Aici, nu uitați de prezența unui material de umplutură metalic din aluminiu. Faptul este că unii compuși universali care sunt potriviți și pentru aluminiu pot să nu conțină acest metal, deși l-au lipit împreună.
Capacitatea ambalajului contează dacă utilizați frecvent această substanță. Totul este simplu aici, deoarece cu cât este mai mult material, cu atât costă relativ mai ieftin pe unitate de greutate. Ambalajul ar trebui să fie convenabil pentru depozitare și transport, deoarece de multe ori trebuie să folosiți sudarea la rece pentru reparații pe șosea și pe drum. Dacă sunt deseori necesare reparații urgente, substanța ar trebui să aibă o perioadă rapidă de uscare. Acest parametru poate diferi de mai multe ori în diferite mărci.
Caracteristici ale aplicației
Instrucțiunile complete pentru utilizarea fiecărui soi sunt scrise pe ambalaj, dar pentru acest tip există o serie de caracteristici proprii pe care trebuie să le cunoașteți, indiferent de marca prezentată.
- În primul rând, atunci când sudarea la rece este utilizată pentru aluminiu acasă sau la locul de muncă, toate procedurile trebuie efectuate cu mănuși de protecție speciale. Posibilitatea contactului cu pielea cu materialul trebuie exclusă pe cât posibil.
- Suprafața de pe care se desfășoară lucrarea trebuie să fie degresată și fără resturi, plăci și alte lucruri inutile. În caz contrar, calitatea conexiunii va scădea.
- Când pregătiți amestecul, este recomandabil să folosiți obiecte nemetalice, inclusiv recipiente. Dacă lipiciul este conceput pentru a adera piese metalice, atunci pe astfel de suprafețe va interacționa mai puțin chiar înainte de utilizare directă.

Aplicații de sudare la rece pentru aluminiu
Producători și mărci populare
Merită să vă familiarizați cu sudarea la rece pe aluminiu pentru a face alegerea corectă.
- Mastix (Rusia);
- Weicon;
- Permatex;
- Loctite;
- Poxipol;
- Devcon.










Procesul tehnologic
Întregul proces de reparare a radiatoarelor și a conductelor de încălzire, indiferent din ce material sunt fabricate, se desfășoară în două etape: pregătitoare și principală.
Munca pregatitoare
Conținutul etapei pregătitoare depinde de cerințele pe care compoziția adezivă le impune produsului reparat, inclusiv cerința prezenței unui metal pur pe care se va aplica compoziția.
În cazul în care etapa pregătitoare îndeplinește cerințele pentru asigurarea accesului adezivului la metal pur, atunci acesta va consta din următorii pași:
curățarea zonei reparate la metal gol. În cazul unui strat subțire de acoperire, de exemplu, vopsea și lac, puteți face cu o perie metalică.Cu toate acestea, în cazul unui strat gros de acoperire, poate fi necesară curățarea mecanică folosind un cerc special și o polizor.
Dacă o țeavă veche urmează să fie reparată, curățarea metalică trebuie efectuată extrem de atent;
după ce metalul a fost curățat, suprafața trebuie degresată, de exemplu, cu alcool sau alte lichide a căror compoziție chimică permite metalului să fie curat. Dacă sudarea la rece nu necesită o curățare obligatorie de vopsele și lacuri, etapa de curățare începe imediat prin degresare
Degresarea se face cu un tampon de bumbac sau alt material. În acest caz, este de dorit ca un astfel de material să nu conțină scame, deoarece, altfel, microparticulele sale pot afecta negativ curățenia învelișului.
Scena principală
Următoarea etapă este cea principală, în timpul căreia reparația în sine are loc utilizând sudarea la rece, constând din următorii pași:
- prepararea adezivului. Este eliminat în etapa principală, deoarece necesită o implementare foarte rapidă a tuturor acțiunilor necesare datorită faptului că compoziția în sine se întărește foarte repede, ceea ce poate duce la pierderea proprietăților sale plastice chiar înainte de a fi aplicată pe zona reparată;
- în cazul unei compoziții cu un singur component, este necesar să tăiați o bucată de o asemenea dimensiune încât să fie suficientă acoperirea locului care va trebui acoperit pentru a efectua reparația. Această piesă trebuie frământată într-o asemenea măsură pentru a obține o masă plastică care să ia forma necesară în zona reparată;
- dacă vorbim despre o compoziție cu două componente, este necesar să amestecați elementele unei astfel de compoziții în proporții egale pentru a obține masa necesară în calitate, după care va fi gata de utilizare ca parte a reparației efectuate afară;
- următorul pas este aplicarea compoziției în sine la zona reparată. După cum sa menționat mai sus, aplicarea sudării la rece trebuie efectuată rapid, altfel procesul de polimerizare (adică solidificarea) va avea loc mult mai devreme, ca urmare a căruia nu va funcționa o conexiune de înaltă calitate;
- după ce compoziția este aplicată pe zona reparată, această zonă trebuie protejată de influențele mediului. Acest lucru se poate face cu ajutorul unei cleme sau cleme speciale, care este pusă pe perioada indicată pe ambalajul sudat la rece (aceasta este perioada de întărire limitativă a compoziției, după care își capătă rezistența maximă).
Când lucrați cu sudarea la rece, amintiți-vă despre măsurile de siguranță pentru a proteja pielea mâinilor - toate lucrările trebuie efectuate cu mănuși și, pentru a preveni lipirea compoziției de mâini, suprafața trebuie umezită cu apă (de exemplu , folosind tampoane de bumbac).
Sudarea cu linoleum
„Sudarea la rece” sau „Oțelul rapid” sunt aprobate pentru sudarea cu linoleum. Acestea constau din următoarele substanțe: tetrahidrofuran; plastifianți; clorura de polivinil. Compoziția vă permite să îndreptați ușor marginile linoleumului care trebuie lipit folosind masa pregătită. Principala caracteristică a acestui tip de sudură este diferența de comportament în timpul lucrului și în contact cu diferite tipuri și mărci de linoleum. Producătorii recomandă trei tipuri principale de componente adezive:
Adeziv tip "A"
Se utilizează atunci când este necesar să se îmbine cusăturile unui material suficient de dur. Consistența lipiciului de linoleum se caracterizează printr-o fluiditate semnificativă. Când se lucrează, se obține o cusătură destul de subțire și îngrijită.
Tastați „C”
Acest oțel rece este potrivit pentru linoleum, care este utilizat de o perioadă relativ lungă de timp, are un grad puternic de uzură și este supus reparării cosmetice. Consistența amestecului adeziv este mai groasă decât "A". Aceasta determină specificul și scopul utilizării sale. Ca rezultat al muncii, cusătura este umplută. Umple golul dintre vechile fâșii de linoleum.O nouă bandă vizibilă de forme adezive la locul de lipire.
Adeziv tip "T"
Acest tip este destinat sudării la rece a linoleumului. Materialul de construcție este din PVC. Se folosește poliester. Compoziția lipiciului de tip T pentru linoleum este specificată în modificarea produsului. Este folosit mai des de către profesioniști și constructori.
dezavantaje
- Sudarea bateriilor este concepută numai pentru sarcini reduse, deci nu este potrivită pentru reparații serioase și trebuie folosite alte metode;
- Fiabilitatea cusăturii depinde în mare măsură de tehnologia procesului, deoarece dacă nu au fost respectate toate regulile, este posibil ca compoziția să nu fie luată corect;
- La sudare, trebuie să vă adaptați la condițiile de temperatură specificate;
- Cusăturile obținute nu pot fi clasificate ca fiind foarte durabile.
Soiuri
Sudarea la rece pentru țevile de încălzire din oțel este un instrument popular care este fabricat de mai multe companii. Pe piață există atât producători autohtoni, cât și străini, care diferă atât în ceea ce privește prețul, cât și calitatea. Liderii recunoscuți în acest domeniu sunt HI-Gear și Abro. Printre producătorii autohtoni există, de asemenea, mai multe mărci specializate care sunt marcate „pentru țevi”. Polymet și Almaz sunt populare printre producători.

Sudare la rece HI-Gear și Abro
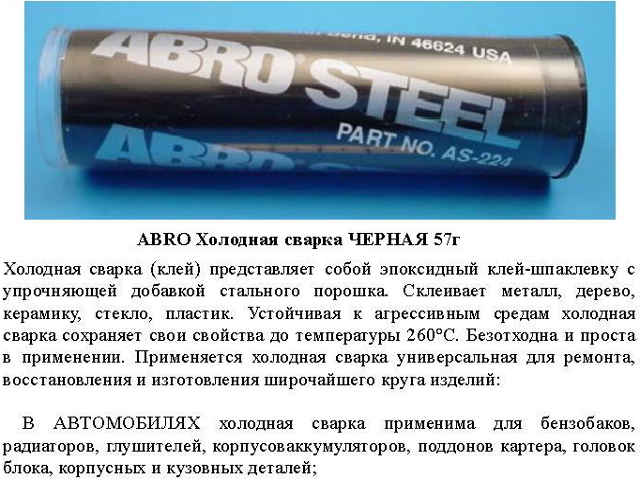
Compoziţie
Materialul include următoarele elemente:
- Rășină epoxidică - baza lipiciului, care conferă întregii substanțe omogenitate și plasticitate;
- Componente suplimentare - pentru a îmbunătăți proprietatea de lipire, cum ar fi sulful și altele;
- Componenta metalică este responsabilă pentru îmbunătățirea rezistenței materialului într-o stare solidificată și pentru o durată de viață mai lungă.
Specificații
Caracteristicile materialului utilizat sunt câțiva dintre principalii factori la care trebuie să fim atenți. Acest soi are următorii indicatori:
|
Caracteristică |
Sens |
| Temperatura minimă de utilizare, grade Celsius |
-60 |
| Temperatura maximă de utilizare, grade Celsius |
-150 |
| Timp de retenție a plasticității, min |
5 |
| Cât poate dura încărcarea, ore |
2 |
| Greutatea pachetului, g |
50 |
Alegere
Sudarea la rece pentru țevile din plastic și metal poate fi foarte diferită. Diferența constă în elementul de întărire inclus în compoziție. Pentru produsele din metal, este recomandabil să selectați acele opțiuni care se potrivesc materialului de umplere cu metalul țevilor. În consecință, pentru țevile de încălzire din plastic, nu este nevoie să alegeți mărci prea rigide. În orice caz, calitățile lichidelor nu sunt potrivite pentru suprafața țevii.










Sudarea sub presiune la rece a conductelor de încălzire va fi cea mai puternică. Pentru aceasta se utilizează cele mai rezistente materiale, care au rezistență ridicată la tracțiune.
Instrucțiuni pentru sudarea la rece a conductelor de încălzire
Primul pas este pregătirea suprafeței pe care se va aplica compoziția. Ar trebui să fie lipsit de murdărie și particule de praf pentru ao menține cât mai curat posibil. Apoi trebuie uscat. O suprafață murdară și umedă se lipeste de câteva zeci de ori mai rău. După aceea, puteți tăia partea de băț din lipici, dimensiunea de care aveți nevoie, și puteți frământa timp de 5 minute până când devine cât mai elastică și moale posibil.
Masa lipicioasă și omogenă trebuie aplicată la fisuri, scurgeri sau alte probleme cu care vă confruntați. Suprafața trebuie să fie complet acoperită cu compusul. Folosiți o spatulă sau un obiect similar pentru a netezi lipiciul.
Masuri de securitate
Sudarea la rece pentru PVZH și alte materiale, de regulă, nu este sigură în contact cu pielea și membranele mucoase. Nu permiteți contactul direct. Lucrările trebuie efectuate cu mănuși de protecție. Cuțitul de tăiere nu trebuie apoi folosit pentru hrană. În caz de contact accidental cu masa, trebuie să vă clătiți mâinile sau ochii cu apă rece. Dacă apar complicații, cel mai bine este să consultați un medic.
Caracteristici ale aplicării sudării la rece
Principala caracteristică este o mare atenție la etapa pregătitoare. Amănuntul conduitei sale depinde de cât de bine se va dovedi totul
Chiar și durata de viață a sudării la rece pentru conductele de încălzire depinde de cât de bine aderă materialul.
Metode de reparare a radiatoarelor din fontă prin sudare la rece
 Înainte de a începe descrierea metodelor pentru repararea unei baterii cu sudare la rece, trebuie remarcat faptul că sudarea la rece este un remediu temporar pentru eliminarea unei scurgeri individuale. O scurgere de sudură etanșă poate rezista în timpul manipulării normale timp de mai multe sezoane, dar bateria poate fi reparată în mod normal numai prin dezasamblarea acesteia și înlocuirea secțiunii rupte cu una nouă.
Înainte de a începe descrierea metodelor pentru repararea unei baterii cu sudare la rece, trebuie remarcat faptul că sudarea la rece este un remediu temporar pentru eliminarea unei scurgeri individuale. O scurgere de sudură etanșă poate rezista în timpul manipulării normale timp de mai multe sezoane, dar bateria poate fi reparată în mod normal numai prin dezasamblarea acesteia și înlocuirea secțiunii rupte cu una nouă.
Un alt punct de care trebuie să acordați atenție este dimensiunea plasturelui și posibilitatea de a repara diverse daune. Dacă s-a format o mică scurgere în secțiune, atunci sudarea la rece va face față unei astfel de sarcini rapid și eficient
Un alt lucru este când s-a format un decalaj mare în metal, aici va trebui să folosiți armături suplimentare - pe lângă primul strat aplicat prin sudare la rece, va trebui să folosiți adeziv lichid și să faceți un bandaj. Și cel mai dificil caz este când o bucată întreagă de metal se desprinde de impact. Astfel de reparații prin sudare la rece nu sunt posibile, aici trebuie imediat să opriți alimentarea cu lichid de răcire și să apelați o echipă de reparații.
Repararea scurgerilor mici pe suprafața verticală a secțiunii
Dacă s-a format o scurgere pe suprafața exterioară sau interioară a secțiunii și dimensiunea fisurii nu depășește 1-2 cm lungime, veți avea nevoie, pe lângă sudarea la rece, de o perie metalică, hârtie de șlefuit de 100 și 200 și diluant de vopsea sau alcool.
Înainte de a începe lucrul, alimentarea și scurgerea lichidului de răcire a bateriei sunt oprite și, dacă este posibil, se scurge apă din aceasta.
O perie metalică este utilizată pentru a îndepărta vopseaua la o distanță de 1-1,5 cm pe ambele părți ale fisurii. După aceea, mai întâi cu hârtie smirghel de 100 grâne, iar după 200, se face o curățare, astfel încât la locul viitorului plasture, pata să fie curățată în metal pur.
După aceea, se prepară lipici și suprafața radiatorului este degresată. Sudarea la rece pentru un radiator se aplică pe suprafața plasturii, astfel încât să existe un spațiu de 1-2 mm între metalul curățat și vopseaua de pe suprafața radiatorului.
După aplicarea lipiciului, acesta este presat activ și lăsat să cristalizeze pentru timpul specificat în instrucțiuni.
Repararea scurgerilor la îmbinările secțiunilor radiatorului
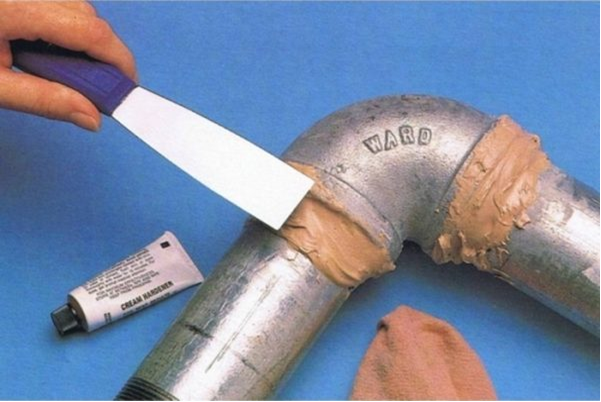 Această carcasă de reparație permite o calitate superioară a etanșării scurgerilor. Ideea este că repararea țevilor și a suprafețelor cilindrice este mai ușoară decât repararea unei fisuri pe o suprafață plană. În acest caz, pe lângă masa plastică obișnuită, în viitor, puteți utiliza un adeziv bicomponent cu un bandaj suplimentar pentru a crește rezistența conexiunii.
Această carcasă de reparație permite o calitate superioară a etanșării scurgerilor. Ideea este că repararea țevilor și a suprafețelor cilindrice este mai ușoară decât repararea unei fisuri pe o suprafață plană. În acest caz, pe lângă masa plastică obișnuită, în viitor, puteți utiliza un adeziv bicomponent cu un bandaj suplimentar pentru a crește rezistența conexiunii.
La repararea joncțiunii secțiunilor, nu numai curățarea este curățată, ci întreaga circumferință a joncțiunii. Faptul este că o conexiune incorectă a secțiunilor cu o scurgere deja existentă va lăsa lichidul de răcire să treacă în jurul întregii circumferințe, deoarece etanșeitatea mecanică din acesta este ruptă.
Secvența acțiunilor este următoarea:
- Bateria este deconectată de la sursa de răcire;
- Întreaga suprafață este curățată în jurul circumferinței articulației;
- Se pregătește o compoziție adezivă;
- Locul unde se aplică lipiciul este degresat;
- Un strat de sudare la rece este aplicat de-a lungul întregii circumferințe a îmbinării secțiunilor;
- După ce primul strat s-a uscat, se prepară o compoziție de adeziv lichid;
- Un strat de lipici lichid este aplicat în loc, după care se aplică o bandă de fibră de sticlă și un strat de lipici este aplicat din nou peste el.
- Pentru a fixa rezultatul, se fac 3-4 rotații cu impregnarea obligatorie a lipiciului;
- După aceea, o clemă metalică este plasată deasupra și fixată cu un șurub.
Repararea scurgerilor în nuci și raclete
 Pentru reparații în aceste locuri, sudarea la rece a plasticului este de obicei utilizată pentru radiatoare. Ca și în cazurile anterioare, locul scurgerii este curățat de la vopsea la metal. La curățare, se recomandă îndepărtarea unei părți a remorcii din articulație la o adâncime de 1-1,5 mm, ceea ce va face posibilă consolidarea locului de lipire cu sudarea la rece.
Pentru reparații în aceste locuri, sudarea la rece a plasticului este de obicei utilizată pentru radiatoare. Ca și în cazurile anterioare, locul scurgerii este curățat de la vopsea la metal. La curățare, se recomandă îndepărtarea unei părți a remorcii din articulație la o adâncime de 1-1,5 mm, ceea ce va face posibilă consolidarea locului de lipire cu sudarea la rece.









După curățare și degresare, procesul de preparare și sudare la rece este identic cu cazurile descrise anterior.
Astfel, sudarea la rece este de departe cel mai bun instrument pentru repararea temporară a radiatoarelor din fontă.
Clasificarea sudării
Puteți clasifica după tipul și metoda de aplicare pe diferite materiale.
- Cel mai popular adeziv universal pentru metal, lemn, plastic și piatră.
- Pentru diferite tipuri de plastic.
- Pentru sudarea cusăturilor de linoleum și cauciuc dur.
- Pentru metal și produse din metal. Reparatii piese auto. Rezervoare de gaz, colectoare, țevi de eșapament.
- Compus special impermeabil pentru repararea instalațiilor sanitare din scurgeri.
- Adezivi pentru fixarea suprafețelor care sunt expuse constant la solicitări mecanice ridicate.
- Sudare cu două componente la rece pentru temperaturi ridicate.
Prin structura sa, diferă în sudare la rece cu două componente și monocomponentă. Consistență sub forma unui cilindru cu două straturi, în care partea exterioară este realizată dintr-un întăritor, iar partea interioară este realizată din rășină epoxidică cu diverși aditivi, în funcție de scopul utilizării. Sau în două tuburi cu componente similare numai în stare pastoasă.

Prezentare generală a etanșantului
Vom nota două mărci în această recenzie. Primul datorită caracteristicilor decente, al doilea și al treilea pe baza popularității lor.
„Anles Uniplast” - sunt produse 4 tipuri. Compoziția este întărită cu pulbere de aluminiu sau bronz. De asemenea, „Ceramică” umplută cu dioxid de titan și „Universal” cu un material de umplutură anorganic, caracterizată prin aderență sporită și rezistență de atașare din această serie de etanșanți. Ușor de amestecat manual, au o aderență puternică la multe materiale cunoscute, chiar uleioase și umede.
Potrivit pentru lucrul direct pe suprafețe verticale. Se afirmă că există posibilitatea vindecării sub apă. Oprește curgerea pentru totdeauna. Rezistență la căldură până la 250-300 ° С. În forma înghețată, este posibil orice tratament mecanic. Producătorul consideră că acest produs este superior binecunoscutului Poxipol. Prețul este democratic.
Etanșantul pentru radiatoare "Mastix" este potrivit pentru etanșarea rapidă și fiabilă a radiatoarelor de toate tipurile de vehicule, precum și a mașinilor agricole. În caz de reparare a aliajelor din metale neferoase și feroase, la temperaturi de funcționare de la +150 la -10 grade. Oferă reparații pe suprafețe umede și uleioase. Este adevărat, puterea scade cu 20-25%, ceea ce înseamnă mult.
Prin urmare, este mai bine să pregătiți suprafața și să degresați. Plasticina trebuie aplicată în 7 minute, setată în 15 minute. Dacă este necesar, poate fi prelucrat după 1,5 ore. Prețul este mai mult decât democratic în momentul scrierii acestui articol, nu mai mult de 50 de ruble pentru un pachet standard.
Sudarea la rece "Titan" este un etanșant excelent pentru toate tipurile de PVC. Lipeste polistirenul dur, poliesterul, poliuretanul și alte materiale similare. Repararea diferitelor aparate de uz casnic și unelte electrice portabile din plastic ABS. Fuziunea cusăturilor de pardoseli din plastic din PVC, linoleum.
Consistență transparentă, timp de lucru de cel mult 10 minute. Timpul complet de întărire este de 1 zi, pentru țevile din PVC - 2 zile. Data expirării 12 luni. Elastic, impermeabil și rezistent la căldură. Se vinde într-un tub de 100 ml, un cost de lucru destul de scăzut, suficient pentru 35-45 de metri curenți.

Compoziții pentru mașini
Nu are niciun sens fundamental să menționăm formulări individuale pentru șoferi în acest articol. Aproape toate tipurile de sudură la rece sunt potrivite pentru acestea. Rețineți că majoritatea adezivilor sunt umplute cu metal.Dacă există un alt material de umplutură, atunci este potrivit și pentru mecanica auto, cu rare excepții.
Alternativ, puteți adăuga și pulbere de metal pentru a crește rezistența. Compozițiile sunt adesea folosite pentru mașini atunci când amorsează suprafețe metalice, eliminând găurile și găurile din radiatoare. Repararea sistemelor de evacuare. Restaurarea firului, conectarea pieselor cu filete decupate. Fixarea strânsă a pieselor mici.
Conditii de operare
Pentru a determina condițiile, trebuie să știți ce temperatură deține sudarea la rece. Principalul pericol pentru compoziție îl reprezintă primele ore când încă nu a înghețat. Atunci orice exploatare nu este în general recomandată. În primele trei ore, este mai bine să nu atingeți deloc piesa. După ce a trecut o zi, acesta poate fi utilizat în aceleași condiții în care a fost folosit înainte. Limitele de temperatură sunt de obicei indicate pe ambalaj și vor fi diferite pentru fiecare marcă. În orice caz, pentru ca acestea să corespundă cu cele scrise, instrucțiunile de instalare trebuie respectate cu strictețe.
Specificații
Iată câteva caracteristici scurte ale numărului de grade care poate rezista sudării la rece de un tip sau altul.
| Marca | Temperatura, grade Celsius |
| Poxipol | 260 |
| Abro | 260 |
| Salut | 260 |
| Blitz din oțel | 260 |
| Diamant | 1316 |
Recomandări de utilizare
Utilizarea oricărei compoziții de sudare la rece începe cu proceduri pregătitoare. Pentru a face acest lucru, este necesar să curățați suprafața de eventualele depuneri de grăsime, murdărie, ulei și alte substanțe în exces. Metalele sunt curățate de rugină pentru a ajunge chiar la suprafața pe care vor fi lipite. După ce suprafața este gata, puteți începe să pregătiți sudarea la rece în sine.







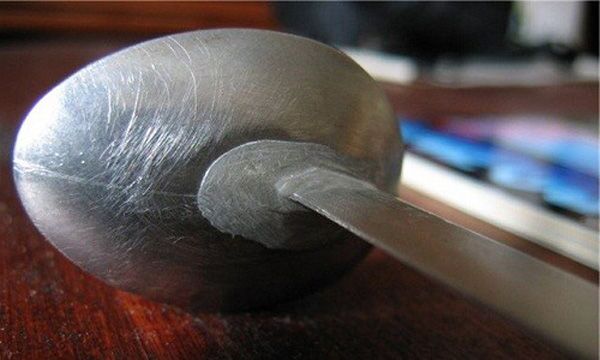
Aplicații de sudare la rece
Este necesar să se extragă componentele și să se amestece până când se obține o astfel de stare în care se obține o masă omogenă. Pavelele solide, precum și cele lichide bicomponente, trebuie să ajungă la o stare de plasticitate, când pot fi sculptate diferite forme din ele, ca din plastilină. Toate lucrările trebuie făcute cu mănuși, astfel încât să nu existe contactul materialului cu pielea. De îndată ce materialul a atins consistența dorită, acesta trebuie utilizat imediat. Este necesar să se asigure că stratul substanței aplicate nu depășește 6 mm. Dacă este necesară o grosime mai mare, atunci trebuie aplicat un al doilea strat, dar după ce primul s-a uscat. După ce totul s-a solidificat, piesele pot fi utilizate în scopul propus, fără teamă de calitatea sudării, dacă regimul de temperatură a fost corect selectat.
Vizualizări
Dacă vorbim despre compoziția "sudării la rece", atunci nu este foarte complexă, conține:
- rășină epoxidică, care ajută la conferirea proprietăților de omogenitate și plasticitate, care stă la baza substanței;
- o componentă metalică care servește ca material de umplutură;
- sulf și alte componente care sunt aditivi.
Compoziția sudurii afectează nivelul de temperatură pe care îl poate rezista obiectul legat. Puteți citi întotdeauna aceste valori pe pachete, astfel încât alegerea opțiunii corecte nu este atât de dificilă.
Este important să aplicați corect produsul la suprafață, urmând exact instrucțiunile, care vor da un rezultat bun: o cusătură frumoasă, uniformă și piese sudate în mod fiabil, chiar dacă lucrarea se face pe țevile cu apă fierbinte
Structura lipiciului poate fi una și două componente
Este important să utilizați primul tip cât mai curând posibil, altfel adezivii își vor pierde proprietățile. A doua opțiune poate fi stocată destul de mult timp și utilizată după cum este necesar.
În plus, există opțiuni de lipire pentru materialul pentru care este utilizat:
- Pentru obiecte metalice - utilizate atât în viața de zi cu zi, cât și în activitățile profesionale, repararea mașinilor. Termenul de utilizare este scurt, dar dacă piesele cu sudură nu vor fi expuse la o sarcină semnificativă, atunci această substanță va servi în mod fiabil pentru o perioadă destul de lungă de timp.Ajută foarte bine la repararea rapidă a instalațiilor sanitare, dar nu ar trebui să o lăsați acolo mult timp, înlocuind-o curând cu o opțiune de sudare la cald.
- Pentru produsele din plastic - este mai puțin popular, dar este utilizat atât în instalații industriale mari, cât și acasă. Domeniul de aplicare este țevile din plastic și structuri similare, aceasta este o varietate universală care se potrivește cu orice produs realizat din materialul dorit.
- Pentru lipirea linoleumului - compoziția este capabilă să îmbine cauciuc dens și, prin urmare, este ideală pentru lucrul cu pardoseala. Folosirea adezivilor și a benzii pe două fețe oferă rezultate mult mai proaste decât sudarea la rece.
Dacă vorbim despre tipurile acestui lipici, atunci există mai multe dintre ele.
- Versiunea punctată este utilizată activ în modelul auto pentru lucrul cu anvelope. Mânerele se lipesc bine de tigăile din aluminiu. Puteți pune cupru pe capătul firului de aluminiu pentru a se potrivi mai bine și așa mai departe.
- Tipul de sutură - potrivit pentru crearea diferitelor variații ale corpului care trebuie etanșate, pentru vase de dimensiuni considerabile, precum și cu etanșare, care au pereți subțiri.
- Opțiunea cap la cap - recomandată astfel încât să fie ușor de conectat cele două capete ale firului, în plus, poate fi utilizată activ pentru producerea inelelor.
- Există, de asemenea, o sudură de tip T și forfecare.
Având în vedere „sudarea la rece” prin consistență, ar fi rezonabil să o împărțim în două tipuri:
- lichid - bicomponent, procesul de utilizare care se reduce la faptul că lipiciul și întăritorul sunt amestecate înainte de utilizare;
- plastilină (asemănătoare plastilinei), care trebuie frământată bine înainte de utilizare.
Cum se folosește
Pentru a repara țevile, trebuie să pregătiți tot ce aveți nevoie - agentul de sudură în sine, acetonă sau alcool, hârtie de șlefuit, cârpe și cleme. Metoda de etanșare a radiatoarelor diferă ușor în funcție de tipul de sudură - lichid sau plastic
Este important să găsiți un produs adecvat care să fie potrivit pentru țevi sub presiune (metal sau polipropilenă). Apoi, trebuie să pregătiți, să amestecați materialul și ar trebui să lucrați mai repede cu produse lichide.
Aplicații de sudare:
- lipirea simplă a defectului cu o bucată de masă, turtită și zdrobită cu degetele;
- utilizarea țesăturilor speciale din fibră de sticlă, a firelor pentru umectarea cu epoxid, urmată de învelirea cu cauciuc, sârmă sau fără aceasta;
- lipirea unui defect mare acoperit cu un plasture metalic.
Dacă scurgerea este puternică, puteți face compoziția și mai durabilă cu propriile mâini. Trebuie să luați orice piesă din aluminiu sau bronz, măcinați-o puțin peste hârtie, obținând pulbere de metal. Trebuie adăugat la masa epoxidică, care este apoi impregnată cu ture de fire sau țesături.