Pregătirea lemnului pentru producerea placajului
Lemnul de înaltă calitate este utilizat pentru producerea placajului. Prezența unor defecte semnificative - înnodate, încrucișate și mai ales prezența fisurilor de diferite origini reduc foarte mult calitatea furnirului și randamentul acestuia. Busteanele utilizate pentru producerea placajului sunt tăiate în bucăți numite blocuri. Tăierea se efectuează pe ferăstraie circulare sau manual cu ferăstraie electrice. Ferăstrăul îndepărtează o parte din lemnul defect. Lungimea blocurilor este egală cu lungimea furnirului de obținut. Coaja și bastul sunt scoase din churaks. Acest proces se numește decojire.
Pentru a oferi moliciunea lemnului, pentru a reduce deteriorarea furnirului la tăierea acestuia, acesta este înmuiat în bazine speciale cu apă fierbinte sau încălzit în autoclave. Piscinele de producție pot fi interioare și exterioare. În piscinele în aer liber, churakurile sunt gătite în cicluri. În recipiente acoperite, materiile prime sunt prelucrate continuu (procesare tipică). De asemenea, pentru aburirea lemnului, se folosesc uneori gropi de gătit, unde se furnizează abur fierbinte.
Investiții în afaceri cu placaj
Desigur, acest lucru va varia în fiecare situație specifică. Cu toate acestea, să încercăm să calculăm investiția aproximativă.
Luați în considerare opțiunea de organizare a producției de placaj FC:
- Pentru fabricarea de metri cubi. avem nevoie de 1,5-1,8 metri cubi de astfel de material. mesteacăn.
- Costul materiilor prime va fi de aproximativ 2.000 de ruble.
- Cu o recrutare minimă de personal și echipamente, atelierul nostru va produce 45-50 de metri cubi. placaj pentru o lună.
- În acest caz, investițiile lunare vor fi:
Așadar, am examinat în detaliu producția de placaj: etape de fabricație, cerințe pentru materii prime și produse și, de asemenea, am întocmit o listă aproximativă de prețuri pentru costul echipamentelor.
În general, cu un volum mediu de lucru al producției, rambursarea unei astfel de întreprinderi este de cel puțin 1,5 ani.
... Nu uitați că fondurile pentru a începe producția materialului pot fi obținute de la un sponsor interesat. Principalul lucru este să-i oferi un plan financiar clar pentru dezvoltarea întreprinderii, întocmit cu un economist profesionist.
Ce tipuri de placaj există?
Antreprenorul va trebui să decidă ce tip de material de construcție va produce:
| Constructie | Este realizat folosind adezivi cu rezistență ridicată la apă ai mărcilor FSF și FK. Poate fi șlefuit sau neșlefuit.
Placajul de construcție este produs în principal în foi mari de 2440 x 1220 mm, cu grosimea de 8 până la 19 mm. Este destinat construcției de panouri prefabricate, cadru și structuri mobile, utilizate în construcția de cărucioare și pentru construcția de case din lemn. |
| Aviaţie | Este fabricat din furnir subțire de mesteacăn de înaltă calitate și este utilizat pentru fabricarea avioanelor ușoare, a instrumentelor muzicale. |
| Bakelizat | Se realizează prin lipirea foilor de furnir decojit de mesteacăn cu direcția reciproc perpendiculară a fibrelor în straturile adiacente de rășini fenol-formaldehidice.
Există diferite mărci, în funcție de adezivul utilizat și de metoda de aplicare a acestuia: FSB, FBS1 (straturile exterioare sunt impregnate cu o rășină solubilă în alcool), FBV și FBV1 (straturile exterioare sunt impregnate cu o rășină solubilă în apă, iar pe straturile interioare se aplică o rășină solubilă în alcool). Produs sub presiune ridicată, rezistență ridicată. |
Aplicații de placaj

Este un material versatil care se aplică atât în mediile profesionale, cât și în gospodării. Poate că cele mai mari volume de placaj sunt consumate în construcții și producția de mobilier.Acasă, astfel de foi pot fi utilizate în decorarea interioară, decorarea interioară și nevoile gospodăriei. Producția industrială de placaj cu calități tehnice și fizice îmbunătățite ne permite să oferim produse decente pentru construcția de automobile și căi ferate. Din nou, popularitatea acestui material se datorează costului său redus și proprietăților de performanță decente. Placajul nu este atât de puternic în comparație cu metalul și fibra de sticlă, dar este mai atractiv pe fundalul produselor pe bază de lemn. Singura limitare serioasă a utilizării unor astfel de foi este prezența amestecurilor adezive chimic nesigure în structură. Adică, nu vorbim nici despre curățenia mediului.
Producerea placajului

Placajul este un material de construcție de înaltă calitate, care are multe straturi, este, de asemenea, numit în alt mod - scândură laminată din lemn.
Placajul este realizat din furnir, al cărui număr de straturi nu este adesea egal, adică din trei sau mai multe straturi.
Pentru a crea un material foarte durabil, straturile de furnir sunt suprapuse unele pe altele strict perpendicular, astfel încât straturile de lemn să adere unul la altul cât mai mult posibil.
Aplicații:
- in constructie;
- pentru produse izolante în electrotehnică;
- în diverse industrii aviatice;
- pentru producția de mobilier (PAL);
- în construcția de nave.
Echipamente pentru producerea placajului
Producția de materii prime, precum placajul în sine, este un proces de înaltă tehnologie. Și echipamentele utilizate într-o astfel de producție trebuie să fie de foarte înaltă calitate și de înaltă tehnologie. De asemenea, trebuie remarcat faptul că specialiștii și lucrătorii unei producții atât de complexe trebuie să fie specialiști calificați.










Echipamentele de producere a placajului de înaltă calitate pot oferi capacitatea, fabricarea și fabricarea de produse de înaltă calitate și durabile care satisfac cererea consumatorilor pe piața materialelor de construcție.
Vorbind mai precis despre echipamentele necesare pentru producție, merită menționat aici faptul că numărul de echipamente pentru producție este foarte mare și variat.
Echipamentul necesar include:
- diverse mașini, atât pentru prelucrarea furnirului, cât și pentru prelucrarea finală a foilor de placaj;
- echipamente pentru aplicarea lipiciului și lipirii foilor de furnir finite;
- echipamente pentru spumarea inițială a suspensiei adezive;
- mașină de lipit;
- mecanism pentru stivuirea clară și corectă a foilor;
- un mecanism pentru alimentarea foilor de furnir și placaj la linia de prelucrare;
- mecanism de presare aproape;
- mașini de rectificat;
- mașină de zdrobit;
- mașină de deșeuri.
În cele din urmă, ar trebui spus că chiar și fabricarea acestui echipament este un proces destul de dificil, iar fabricarea furnirului și a placajului este cu atât mai mult.
Tehnologia de producere a placajului
Inițial, jurnalele obținute sunt împărțite în blocuri. Lungimea blocurilor este de obicei aproximativ egală cu lungimea viitorului furnir, din care sunt pliate foile de placaj.
Churak-urile sunt tăiate pe mașini speciale și aburite în recipiente speciale cu apă caldă colectată pentru aceasta, pentru a oferi churak-urilor elasticitate și moliciune.
Apa fierbinte este utilizată pentru a împiedica lemnul să se prăbușească pe jumătate.
Pentru fabricarea placajului de înaltă calitate, furnirul este utilizat cu un conținut de umiditate de cel mult 6%. Pentru a obține un furnir cu o astfel de umiditate, este bine uscat în diferite dispozitive speciale și apoi împărțit în diferite soiuri, conform principiului prezenței nodurilor, procese care nu au fost îndepărtate în timpul prelucrării și alte defecte diferite.
Pentru a îmbunătăți calitatea furnirului produs și prelucrat, este necesară normalizarea dimensiunii furnirului. Pentru a face acest lucru, unele foi de furnir sunt procesate manual, adică decupează diferite defecte, noduri, procese și sunt sigilate cu plasturi de furnir care nivelează foaia și îi îmbunătățesc calitatea și gradul. Toate acestea se fac prin intermediul diferitelor mașini.
După aceste manipulări și control al calității, furnirul necesită prelucrare și condiționare și numai după toate acestea intră în atelier, care lipeste foile, creând placaj.
Apoi placajul finit este plasat în pungi de ambalare și transportat.
După ce placajul a fost prelucrat și lipit pe mașini, înainte de a fi ambalat, acesta este prelucrat pe ferăstraie circulare, care taie părțile în exces ale foilor de placaj finite la o dimensiune necesară.
Cele mai bune calități sunt măcinate și prelucrate pe un polizor special sau alte echipamente disponibile. Placajul care s-a împrumutat la măcinare are o rezistență și o rezistență mai mari la uzură și, de asemenea, este mai puțin susceptibil la diverse daune mecanice și tehnice. Astfel de placaj finit se numește calibrat.
După toate aceste tratamente și șlefuire, placajul este ambalat și marcat pentru expediere și livrare către client.
Producerea placajului în etape
<? php if (! is_single (array (1040, 14160))) {??> <? php} ??> Primul pas
în producție, aceasta este prelucrarea primară a lemnului (de obicei din copaci de conifere), care trebuie măsurată și tăiată în bare. Arborele este expus la aburi sau plasat într-un bazin de apă caldă (aproximativ 40 de grade Celsius). Acest lucru mărește plasticitatea materialului.
A doua fază
- îndepărtarea scoarței din lemn. Coaja este un produs secundar al procesului de fabricație, dar este de obicei măcinată și presată în plăci aglomerate.
Al treilea pas
fabricare - tăierea în bucăți de 1,3 până la 1,6 m lungime. Se numesc „churakami”.










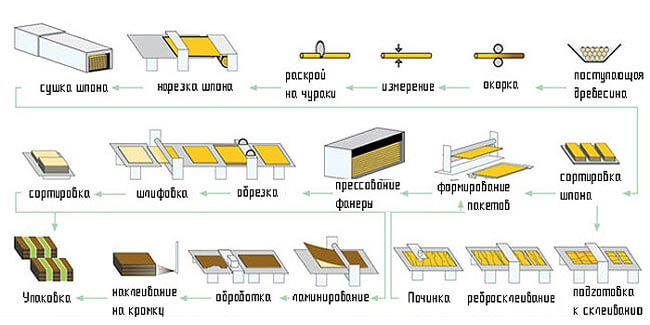
A patra etapă
producție - tăierea circulară a unui bloc după diametru. Drept urmare, obținem o foaie de lemn, care poartă numele de „furnir”. Furnirul este tăiat la dimensiunea necesară și uscat în stive sub influența unui curent de aer cald.
Procesul de decojire a furnirului de mesteacăn la o fabrică de placaj.
Etapa a cincea
la fabricarea materialului - verificarea uscării furnirului. Acesta este un pas obligatoriu, deoarece lemnul brut nu poate fi folosit pentru fabricarea placajului. Foile crude sunt aruncate sau trimise spre re-uscare cu aer cald. Furnirurile sunt presate, lustruite și trimise la următoarea etapă de procesare.
Al șaselea pas
- fâșiile de lemn sunt lipite în foi, care sunt tăiate ulterior la dimensiunea necesară și laminate.
Lucrări finale:
sortare, prelucrare de margine și ambalare.
Lista cerințelor care trebuie luate în considerare la producerea unui material.
<?php if (! is_single (array(1040, 14160))) { ??><?php } ??>
| 1. | Pentru fabricarea straturilor exterioare de placaj se folosește furnir din lemn de esență tare: mesteacăn, arin, arțar, ulm, fag, aspen, plop, tei. Pentru straturile interioare, pe lângă cele menționate, se folosește și furnir de conifere: pin, molid, brad, zada și cedru. |
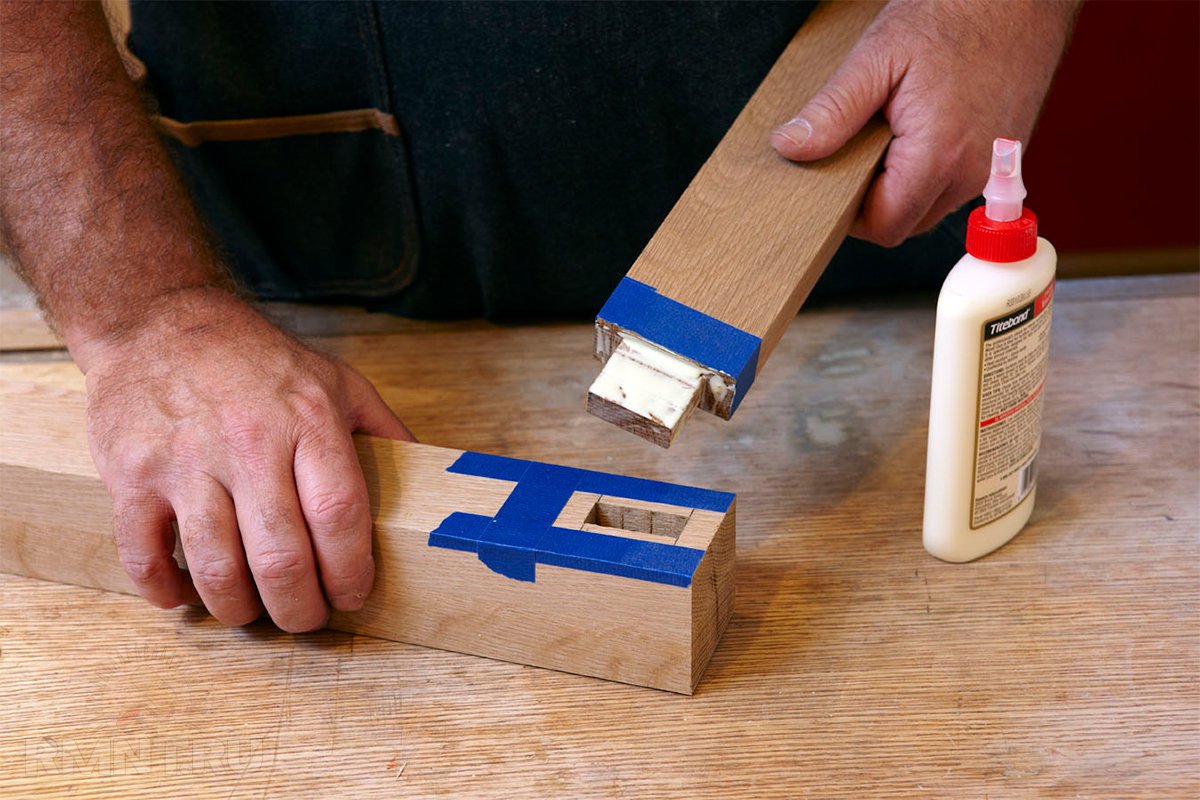
| 2. | Inserțiile pentru furnir trebuie să se potrivească la suprafață, să adere ferm și să se potrivească cu bobul placajului exterior în direcția bobului. Pentru gradul II, inserțiile trebuie să se potrivească cu culoarea lemnului. |
| 3. | |
| 4. | Chiturile trebuie asortate cu culoarea lemnului de acest tip, să asigure aderența materialelor de față, să nu se sfărâme în timpul prelucrării și îndoirii placajului și să nu se crape. |
| 5. | Placajul trebuie format în ambalaje cu o greutate de cel mult 1500 kg separat, pe specii, mărci, clase, clase de emisii, tipuri de tratare a suprafeței și dimensiuni. |
| 6. | Calitatea și dimensiunile foilor de placaj sunt verificate prin inspecție aleatorie. Este permis, după acordul dintre producător și consumator, să efectueze o verificare completă. |
| 7. | Rezistența finală la forfecare de-a lungul stratului adeziv, rezistența finală la îndoirea statică a fibrelor straturilor exterioare și rezistența finală la întindere de-a lungul fibrelor sunt monitorizate pentru fiecare grad, grosime și strat de placaj cel puțin o dată pe lună.
Controlul este permis pentru fiecare lot, de comun acord între producător și consumator. Pentru a face acest lucru, selectați 0,1% din foile din lot, dar nu mai puțin de o coală. |
| 8. | Lungimea și lățimea placajului sunt măsurate în două puncte paralele cu marginile la o distanță de cel puțin 100 mm cu o bandă de măsurare metalică în conformitate cu GOST 7502 cu o eroare de 1 mm. Media aritmetică a rezultatelor a două măsurători este luată ca lungime reală (lățime) a foii.
Grosimea se măsoară la o distanță de cel puțin 25 mm de margini și la mijlocul fiecărei părți a foii cu un indicator de grosime în conformitate cu GOST 11358 sau un micrometru în conformitate cu GOST 6507 cu o valoare de absolvire de cel mult 0,1 mm. |
Producția de materiale de construcție este reglementată de GOST 3916.1-96
Ajutor
Dacă articolul este citit de experți, atunci o cunoștință mai profundă despre fabricarea placajului poate fi obținută de la mine dacă solicitați sfaturi.
În plus, pot aranja furnizarea de echipamente și vând echipamentul dvs.
Adesea, producătorii de placaj își instalează propria producție de gătit cu rășină în producția lor. Acest lucru vă permite să reduceți costul rășinii cu 3 - 6 ruble. Am scris în noua mea carte cum să organizez toate acestea, am dat informații foarte detaliate despre cum să gătești rășina și ce echipament este necesar pentru aceasta. Rășina este potrivită atât pentru placaj, cât și pentru alte panouri pe bază de lemn și chiar grinzi de rumeguș. Citiți mai multe despre carte în secțiunea „CĂRȚI”.
Mult succes și ne vedem în curând!
Tehnologia de fabricare a placajului
După cum este deja clar din cele de mai sus, tehnologia de fabricare a placajului la uzină constă în mai multe etape. Să aruncăm o privire mai atentă la modul în care este fabricat placajul la uzină.
- Pregătirea inițială a buștenilor. Materiile prime sunt selectate pentru producerea placajului. Standardele de selecție sunt stabilite în GOST 9462-88. Bustenii livrați uzinei de prelucrare a lemnului sunt decojite, tăiate la lungimea necesară - în funcție de lățimea specificată a foii, apoi înmuiate în apă fierbinte pentru o perioadă de timp - și prelucrate hidrotermal.
- Peeling. Buștenii pregătiți sunt tăiați în foi subțiri de furnir folosind o mașină de cojit. Grosimea plăcilor de furnir este de 1,5-1,8 mm. Principiul de funcționare al mașinii de cojit este identic cu cel al tăietorului de creioane. Doar lama din dispozitivul de ascuțit este fixată într-un unghi, iar în mașina de cojit - dreaptă. Lama mașinii este setată tangențial la inelele copacilor din bușteni. Apropo, compatriotul nostru este, de asemenea, inventatorul mașinii de cojit. Profesorul Fisher a inventat-o în 1819.
- Tăierea, sortarea, repararea. Furnirul rezultat este tăiat în foi de o anumită dimensiune. Apoi furnirul rezultat este sortat. Nu sunt implicate doar foi de furnir solide. Plăcile cu o lățime de cel puțin 490 mm sunt potrivite pentru producție. Piesele non-solide sunt lipite între ele și nervurate. Foile reparate în acest mod sunt folosite pentru realizarea straturilor interioare ale foii de placaj.
- Uscare. Foile sortate sunt uscate într-o cameră specială.
- Lipire. Foile finite sunt lipite între ele, în timp ce plăcile de furnir sunt poziționate astfel încât fibrele de lemn ale stratului următor să fie perpendiculare pe fibrele de lemn ale celui anterior. Această metodă conferă rezistență foii de placaj. Numărul de straturi depinde de grosimea specificată a foii. Pentru lipire se folosește o compoziție adezivă, a cărei rețetă este păstrată secret de fiecare producător. Foile de furnir cu adezivul aplicat sunt asamblate în pachete, apoi are loc etapa de presare la rece. După aceea, foile sunt încă presate la cald.
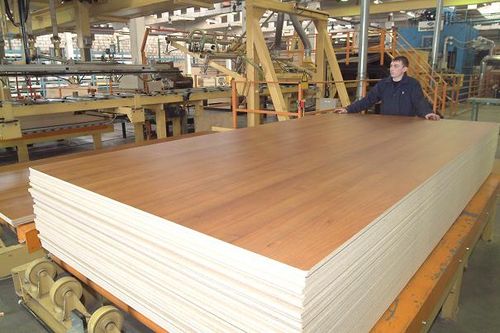
- Decuparea și marcarea. Foile finite sunt tăiate la dimensiune, sortate și marcate în funcție de calitate și marcă.

Tipuri și mărci de placaj
Placajul este realizat din rasinoase si mesteacan. Placajul de mesteacăn este mai durabil, dar și mai scump. Prin urmare, materialele destinate consumului general, de exemplu, în construcții, sunt cel mai adesea fabricate din rasinoase.









Există standarde pentru fabricarea a cinci clase de placaj. Gradul E este de elită. Nu permite prezența defectelor pe suprafețele frontale. Restul claselor - de la I la IV - admit diferite defecte ale suprafeței foii: prezența nodurilor, inclusiv a celor care au căzut, fisuri, găuri de vierme, warpage etc.
Așa arată, în termeni generali, procesul de fabricare a placajului. În videoclip, puteți afla mai multe despre modul în care placajul este fabricat din mesteacăn sau din alt lemn.
Furnir de uscare
Pentru această procedură, se folosește un transportor special, pe care lamelele sunt scăldate în curenți de aer cald. Cu ajutorul dispozitivelor de măsurare, cum ar fi un contor de umiditate, operatorul de linie controlează și sortează furnirul. Conform tehnologiei, coeficientul optim de umiditate al lamelelor pentru producerea placajului ar trebui să fie de 6%. Foile ude excesiv după tratamentul termic sunt fie trimise spre uscare finală, fie respinse. Deoarece lamelele au o structură fină foarte delicată, defectele mecanice nu sunt neobișnuite. Dar în prezența unor daune minore, furnirul nu este aruncat. În această etapă, este posibilă repararea foilor de placaj folosind inserții artificiale de fragmente de furnir nou, care sunt selectate în funcție de textură, conținut de umiditate și dimensiune. Lamelele care au trecut cu succes această etapă sunt verificate de un scaner și trimise pentru depozitare zilnică.

Din adâncurile istoriei
Așa cum se întâmplă adesea cu istoria, de la utilizarea prelungită, acesta este suprascris, iar acum nu mai puteți vedea detaliile și sunt vizibile doar fapte foarte convexe.
Denumirea de "placaj" provine din cuvântul olandez "mai fin", care înseamnă o foaie subțire de lemn, furnir. Dar foi subțiri de lemn, lipite între ele într-o singură foaie de trei sau mai multe straturi, au fost numite arborite.
Foi subțiri de lemn - furnir - sunt cunoscute de foarte mult timp. Cel mai vechi produs, cu o acoperire furnirită, oamenii de știință consideră un sicriu găsit într-unul dintre mormintele faraonului. Pieptul este din lemn de cedru, iar pe partea din față este acoperit cu plăci subțiri de abanos. Acest lucru s-a făcut, cel mai probabil, pentru a reduce costul produsului - în Egipt, pădurile sale erau, ca să spunem ușor, insuficient, iar lemnul era importat de departe.

Producția în masă de mobilier furnirit a început în Franța în secolul al XVI-lea. O astfel de imitație a speciilor valoroase de lemn în producția de mobilier a făcut posibilă ca piesele de mobilier să fie mai accesibile consumatorilor de masă. Din tehnologia de tâmplărie a furnirului provine numele argoului pentru utilizarea unor fonograme plus de către unii interpreți: „a cânta la placaj” - pentru a imita pentru consumatorul de masă un spectacol live valoros cu o fonogramă preînregistrată.
Dar revenim la materialul lipit de mai multe foi de placaj - arborit. Ogneslav Stepanovich a inventat această tehnologie în 1881. Kostovici. Kostovich a dezvoltat un nou material pentru fabricarea pieselor pentru dirijabilul Rossiya. Nu numai cadrul aeronavei era din arborit, ci și piesele motorului, inclusiv arborele de transmisie, care avea o lungime de treizeci de metri.

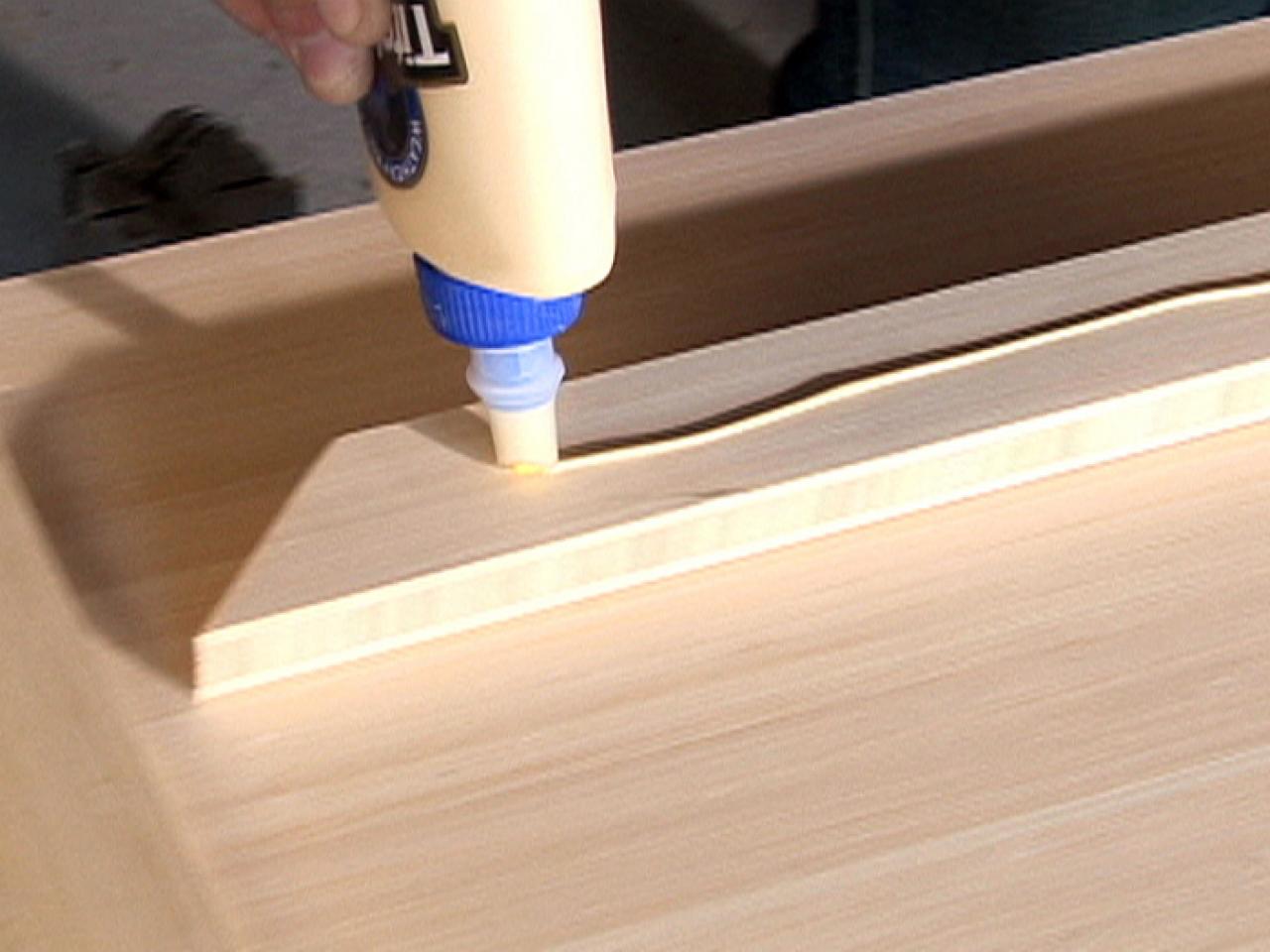
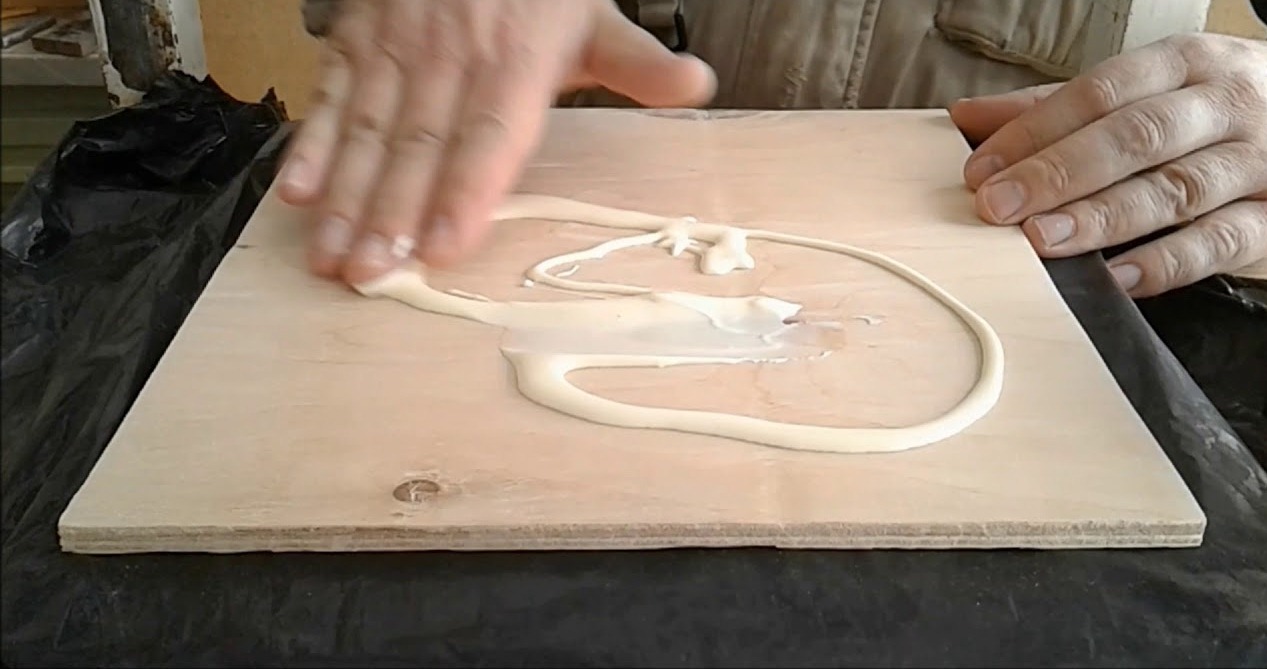
Lipirea lamelelor
Ca lipici, se folosesc compoziții speciale, uneori cu rețete unice. Fiecare plantă se străduiește să-și dezvolte propriile metode de fabricare a unui amestec adeziv care să distingă foaia de placaj de mulțimea concurenților. De exemplu, unii compuși care se află deja în structură asigură efectul laminării cu rășini fenol-formaldehidice. Dar mai des se practică producerea placajului laminat cu aplicarea unui film de hârtie-rășină, ceea ce face ca materialul să fie mai puternic și mai rezistent la absorbția umezelii.
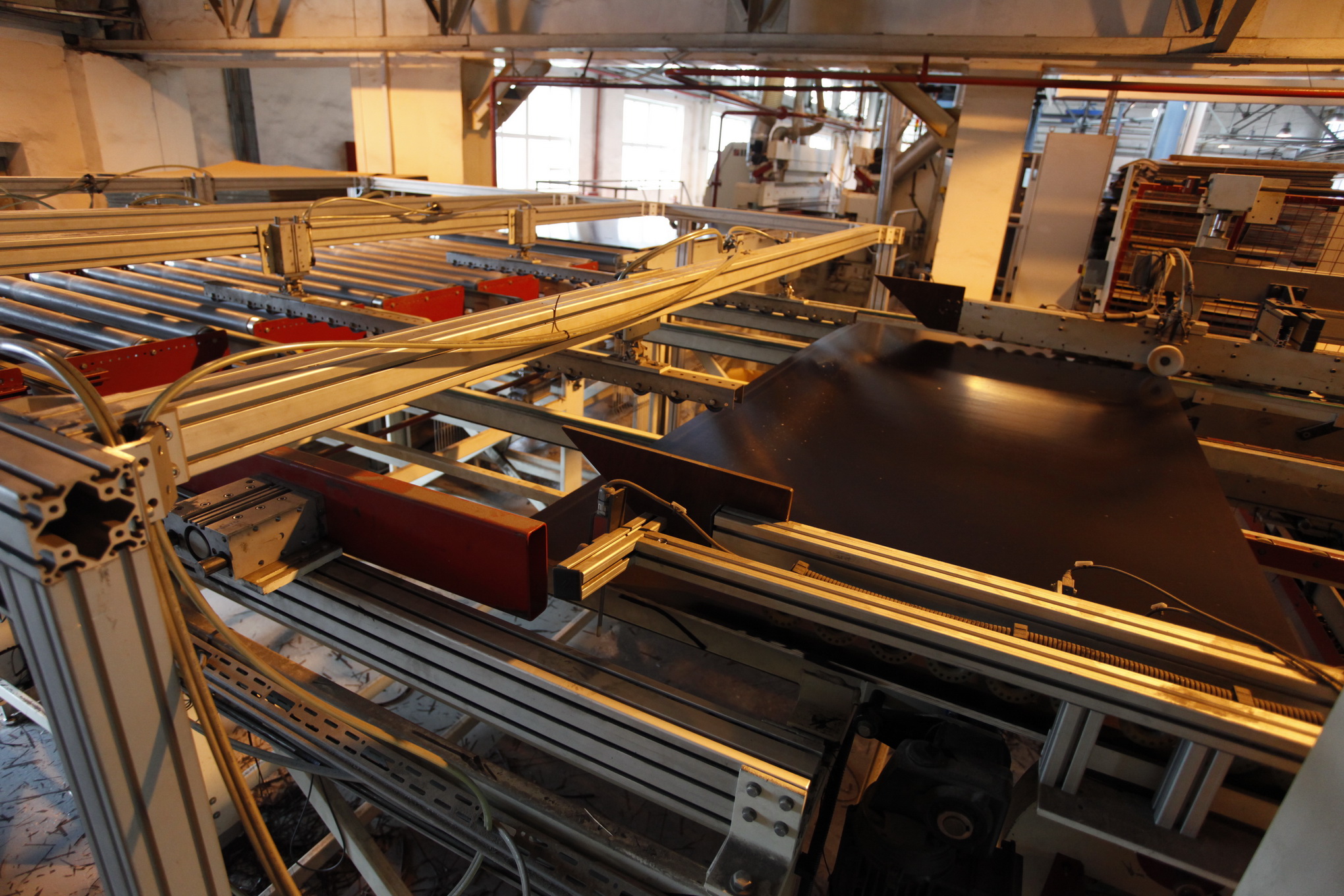
Liantul se aplică pe mașini speciale folosind tamburi cilindrice ondulate. Lamelele tratate cu adeziv sunt trimise la un set, unde se formează pachete de furnir. Aici, foile sunt presate la rece, ceea ce reprezintă o etapă pregătitoare înainte de lipirea finală. Foile sunt aplatizate perpendicular între ele. Procedura de bază de lipire utilizează o presă hidraulică la cald, prevăzută cu încărcare mecanică. Foile de placaj finisate sunt învechite 24 de ore într-un atelier.

Echipamente pentru producerea placajului
<? php if (! is_single (array (1040, 14160))) {??> <? php} ??> Echipamentul pentru producerea placajului nu este ieftin.
Puteți fi convins de acest lucru examinând tabelul prețurilor pentru principalele componente ale liniei de producție:
| № | Numele echipamentului | Imagine | Descrierea echipamentului | Cost aproximativ, frecați. |
|---|---|---|---|---|
| Total: | 3.540.000 de ruble | |||
| 1. | Mașină de cojit | Echipamentul este utilizat pentru îndepărtarea primului strat de furnir.
Prezența unui decojitor asigură o calitate ridicată a procesării inițiale a blocului. O freză bună conferă piesei de prelucrat forma corectă. Furtunul ondulat flexibil permite eliminarea deșeurilor fără griji în timpul funcționării. |
De la 170.000 | |
| 2. | Mașină de divizare | Acest echipament este utilizat pentru a împărți banda de furnir în scânduri sau foi separate cu lățimea necesară. Lățimea foii este setată cu ajutorul unui dispozitiv electronic special.
Este necesar să utilizați acest echipament pe aceeași linie cu mașina de furnir. Lățimea furnirului prelucrat poate fi de până la 1600 milimetri. |
De la 1 120 000 | |
| 3. | Aparat de calibrare | Echipamentul este fabricat pe baza mașinilor de tip overpass. Prezența unei unități de mare viteză vă permite să controlați viteza mașinii.
Confortul la lucrul la mașină este oferit datorită posibilității controlului automat al mesei. Datorită acestei unități, suprafața plăcii este calibrată. |
De la 650.000 | |
| 4. | Presă pentru placaj | Baza echipamentului este realizată din oțel turnat sau sudată din grinzi cu profilul corespunzător. De la unu la opt cilindri hidraulici cu diametrul de 200-650 mm sunt încorporați în bază în diferite prese.
Plăcile de încălzire sunt realizate cu o grosime de 38-50 mm pentru producerea placajului. |
De la 1 600 000 |









Pentru a lucra la echipament, trebuie să angajați mai mulți handymeni, precum și un tehnolog care va supraveghea procesul. Nu uitați de un contabil - va fi extrem de dificil de întreținut fără el.
Tehnologia de producere a placajului. Care sunt etapele procesului?
Echipament necesar. Utilizarea placajului.
Tehnologie generală de fabricație

Placajul este un tip de material lemnos neuniform. Un furnir cu foi subțiri este utilizat doar ca bază, care este așezat unul peste altul sub presiune ridicată. De fapt, întregul proces poate fi împărțit în trei etape principale - pregătirea, prelucrarea și lipirea lemnului. De asemenea, în diferite industrii, pot fi incluse etape suplimentare care îmbunătățesc sau modifică anumite calități ale semifabricatelor sau produselor finite. De exemplu, tehnologiile moderne pentru producerea placajului asigură impregnarea repetată a structurii furnirului pentru a-i conferi calități rezistente la foc și rezistente la îngheț.
Acest lucru este deosebit de important dacă placajul va fi utilizat în viitor pentru construcția acoperișului. După producerea acestui material, există, de asemenea, o mulțime de deșeuri (în principal după decojire), care pot fi consumate în procesul de fabricare a plăcilor aglomerate.
Etape de producție și proces tehnologic de fabricare a placajului
Cu îmbunătățiri minore legate de echipamente și componente de lipire, chiar procesul tehnologic și de producție și procedura de obținere a placajului ca produs finit au rămas practic neschimbate încă din secolul al XIX-lea, când a fost dezvoltat.

Etape premergătoare primirii produselor finite:
- Logare (jurnalul inițial al parametrilor necesari);
- Pre-tratament - îndepărtarea scoarței, a excrescențelor și a nodurilor, conferind buștenilor o formă rotunjită și prelucrând lemnul cu abur în apă fierbinte pentru a reduce stresul intern al trunchiului;
- Decojirea furnirului - obținerea unei benzi subțiri (de la 0,5 la 3 milimetri) și lungi;
- Borduri, repararea și uscarea furnirului;
- Compilație de furnir multistrat cu aplicare de lipici pe planul piesei de prelucrat.Foile sunt așezate în așa fel încât fibrele fiecărei foi ulterioare după primul strat să fie perpendiculare pe ea;
- Procesul de presare, uscare în camere și prelucrarea finală a semifabricatelor de placaj - tăiere.
Puteți vedea mai detaliat producția placajului filmat cu film FSF în videoclip:
Caracteristici tehnologice și tipuri de foi de placaj
Tehnologia de producție a placajului oferă mai multe tipuri și clase de produse finite, diferind în ceea ce privește tipul de prelucrare, rezistența la umiditate și calități. Conform caracteristicilor hidrofuge, acestea sunt:
- FC - placaj, cu rezistență scăzută la umiditate și recomandat pentru utilizare la lucrări de construcții interioare și decorare;
- FSF - placaj în care s-au folosit compuși pe bază de fenol și formaldehidă pentru lipirea furnirului. Are cea mai bună rezistență la umiditate în comparație cu FC și poate fi utilizat pentru lucrări în aer liber. Dar, datorită constituenților săi chimici din compoziția adezivă, nu este destinat încăperilor cu prezență constantă de oameni în ele.
- FB - placaj specializat pentru climă și camere cu un conținut foarte ridicat de umiditate (climat tropical, piscine, băi etc.);
- FOF - o foaie de placaj laminată pe 1 sau 2 fețe cu hârtie sau film special.
După calitatea suprafeței tratate:
- sol pe o parte (w1).
- din 2 laturi (w2).
- placaj cu suprafețe neșlefuite (nsh).
Numărul de clase este definit de 4 categorii, în funcție de defectele foii (noduri, defecte de fabricație).
Producerea placajului
Tehnologia de producție a placajului începe cu acceptarea lemnului rotund. La locul de recepție se monitorizează calitatea materiilor prime primite, se monitorizează conformitatea volumelor declarate de furnizor și se monitorizează depozitarea și depozitarea corectă a lemnului.






Materiile prime primite sunt decojite și sortate. Cu cât lemnul este mai moale și cu atât este mai puțin contaminat, cu atât instrumentul va funcționa mai mult atât pentru decojire, cât și pentru decojire. O caracteristică distinctivă a materiilor prime pentru placaj de mesteacăn este mai întâi GTO (tratamentul hidrotermal al lemnului) și apoi decojirea, în timp ce coniferele moi sunt decojite fără pregătire preliminară. Coaja separată în timpul procesului de decojire poate fi utilizată pentru nevoile de producție, de exemplu, în cazane. Japonezi isteți au venit cu propriul lor mod de a recicla coaja, citiți mai multe aici.
Următoarea operație după sortare este tăierea în blocuri din care va fi obținut furnirul. În procesul acestei operațiuni, defectele lemnului pot fi tăiate din bici, de exemplu, o mică suprafață de jumătate de metru de putregai sau un loc pe care există un nod uriaș.

Mai mult, furnirul este decojit din blocuri. Așa cum s-a menționat mai sus, coniferele moi sunt permise pentru această operațiune fără abur, lemnele mai dure trebuie aburite. După decojire, furnirul trebuie uscat și apoi sortat.
O parte a furnirului se referă la formarea de pachete de placaj, o parte pentru reparații, unde este lipită într-o margine, nodurile sunt decupate din furnir și se aplică plasturi - această operație se numește reparare.

Primim furnir!
În procesul de decojire a furnirului, se formează defecte, iată principalele:
- Grosimea inegală a furnirului de-a lungul lungimii furnirului.
- Grosime neuniformă pe lățimea furnirului.
- Paros, suprafata furnirita cu muschi.
- Rugozitatea furnirului.
- Crăpături.
- Furnir slab, zdrobit.
- Suprafață de furnir ondulat.
- Zgârieturi și riscuri pe furnir.
- Curviliniaritatea marginilor benzii de furnir.

Uscarea, sortarea, îmbinarea și repararea fațetelor ...
După repararea furnirului, acesta este trimis și la formarea pachetelor. Pachetele formate sunt presate. Presarea placajului, spre deosebire de PAL, poate fi organizată atât pe uree-formaldehidă (mai multe despre rășină aici), cât și pe rășină fenol-formaldehidă. Temperatura presării placajului este de la 130 la 170 grade Celsius.

Placajul presat este tăiat la dimensiune și șlefuit.Apoi, în funcție de funcțiile pe care le va îndeplini placajul, acesta poate fi laminat.