9.2 Marcarea claselor de proprietate
Simbolurile care ar trebui utilizate în marcajele clasei de rezistență sunt prezentate în Tabelul 14.
Tabelul 14 - Simboluri utilizate la marcare
|
Clasa de rezistență |
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
10.9 |
12.9 |
|
Simbolul de marcare a, b |
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
10.9b |
12.9 |
|
A bPentru clasa de rezistență 10.9 când se utilizează oțeluri martensitice cu conținut scăzut de carbon, vezi Tabelul 2. |
Pentru șuruburi și șuruburi de dimensiuni mici sau când simbolurile de marcare indicate în tabelul 14 nu sunt posibile datorită formei capului, este permisă utilizarea simbolurilor de marcare date în tabelul 15 pentru sistemul specificațiilor cadranului.
Tabelul 15 - Sistem de apelare pentru marcarea șuruburilor și șuruburilor
|
Clasa de rezistență |
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
|
Simbol de marcare |
Sfârșitul Tabelului 15
|
Clasa de rezistență |
6.8 |
8.8 |
9.8 |
10.9 |
10.9 |
12.9 |
|
Simbol de marcare |
||||||
|
a Poziția corespunzătoare orei douăsprezece (marca de referință) trebuie marcată fie cu marca comercială a producătorului, fie cu o sticlă. bClasa de forță este marcată fie cu o liniuță, fie cu o liniuță dublă, pentru clasa de forță 12.9 cu un punct. |
Precizie bolt
O altă proprietate importantă este acuratețea. Producătorii produc produse din două clase de precizie
Clasa A - implică faptul că tija se potrivește în gaură cu o distanță minimă. Diametrul găurii nu poate depăși grosimea șurubului cu 0,3 mm. Această precizie este destul de ușor de realizat într-un atelier de producție, dar aproape imposibilă pe șantier. Elementele de fixare din clasa B și C pot fi instalate în găuri de foraj cu 2-3 mm mai mari decât tija produsului.
Precizia conexiunii cu șurub are un efect vizibil asupra rezistenței și rezistenței la sarcini. În special, cu cât este realizată o gaură mai precisă, cu atât va fi mai puțin efectul sarcinilor care apar perpendicular pe axa tijei.
Evaluare: / 5 -
de voturi
9.1 Simboluri
Marcajele sunt prezentate în tabelele 12 și 13.
Tabelul 12 - Denumirile de marcare a piulițelor din clasa de rezistență în conformitate cu 3.1
|
Clasa de rezistență |
4 |
5 |
6 |
|
|
Alternativă |
sau simbol de desemnare |
4 |
5 |
6 |
|
sau simbol de cod (sistem de apelare) |
SfarsitulMese
12
|
Clasă |
8 |
9 |
10 |
121) |
|
|
Modifica- |
sau simbolul este |
8 |
9 |
10 |
12 |
|
sau un caracter de cod (sistem de |
|||||
|
1) În poziția 12, punctul de marcare nu poate fi înlocuit cu marca producătorului. |
Tabelul 13 - Marcarea piulițelor după clasa de rezistență în conformitate cu 3.2
|
Clasa de rezistență |
04 |
05 |
|
Marcare |
8.5 Test de sarcină de probă pentru șuruburi și șuruburi de dimensiuni complete
Testarea sarcinii de probă constă din următoarele două operații:
a) aplicații
sarcina stabilită la întindere (vezi figura);
b) măsurarea reziduului
alungirea cauzată de încărcarea dovezilor.
Sarcina de probă dată în tabele și ar trebui să fie aplicată șurubului instalat în rupere
mașină de testat, axial. Încărcarea completă a testului trebuie să acționeze
în termen de 15 s. Lungimea secțiunii libere a firului trebuie să fie
egal cu un diametru (1d).






Pentru șuruburi și șuruburi cu filet până la cap, lungimea liberului
secțiunea firului încărcat ar trebui, dacă este posibil, să corespundă cu una
diametru (1d).
Pentru a măsura alungirea reziduală, capetele șurubului sau șurubului trebuie
să fie pregătit corespunzător (vezi figura). Înainte de a aplica sarcina de testare și după îndepărtarea sarcinii
măsurați lungimea șurubului sau șurubului cu un dispozitiv de măsurare cu sferic
sfaturi de măsurare. Pentru a minimiza erorile de măsurare
trebuie folosite mănuși sau clești.
Rezultatul testului de încărcare a dovezii poate fi luat în considerare
satisfăcător dacă lungimea șurubului, șurubului sau știftului după aplicare
sarcina de testare rămâne aceeași ca înainte de aplicarea sarcinii cu toleranță
± 12,5 μm, luând în considerare eroarea de măsurare.
Viteza de testare, determinată de viteza diapozitivului cu o liberă
cursă, nu trebuie să depășească 3 mm / min.Mânerele mașinii de testat trebuie să fie
autocentrare pentru a preveni îndoirea piesei de testat.
În timpul aplicării inițiale a sarcinii de testare din cauza influenței
unii factori aleatori, cum ar fi abaterea de la rectitudine,
abatere de la aliniere (plus eroare de măsurare), alungire permanentă
poate fi mai mult decât permis. În astfel de cazuri, elemente de fixare
trebuie retestat cu o sarcină mai mare decât sarcina inițială
3%; rezultatul testului poate fi considerat satisfăcător dacă
lungimea după reîncercare va fi aceeași ca înainte de acest test (cu o toleranță
12,5 μm pentru eroarea de măsurare).
Șurub de dimensiune completă
Șurub de dimensiune completă
Contactul sfera-con necesar între punctele de măsurare și forat
găuri centrale în capătul unui șurub sau șurub
Adh - rândul din mijloc conform GOST 11284 (vezi.
masa).
Figura 2 - Aplicarea unei sarcini de testare la dimensiuni complete
șuruburi și șuruburi
8.9 Test de decarburare: evaluarea stării carbonului la suprafață
Utilizarea unei metode adecvate de măsurare (8.9.2.1 sau 8.9.2.2)
pe secțiunea longitudinală a secțiunii filetului, se verifică dacă înălțimea zonei nedecarburate (metalul de bază E ) și adâncimea zonei de descarburare completă ( G ) (vezi Figura 5).
Valoare maximă G și formule care determină valorile minime E sunt prezentate în Tabelul 3.
1 — in totalitate decarburat zona ;
2 — parţial decarburat zona ;
3 — generatrix mijloc diametru sculpturi ; 4 — de bază metal ( nedecarburat zona );
H 1 — înălţime exterior sculpturi
Desen 5
— Zone decarburare
8.9.1 Principalul concepte
8.9.1.1 Duritatea metalului de bază este duritatea zonei cea mai apropiată de suprafață (care se deplasează de la miez la diametrul exterior), măsurată imediat înainte de începutul creșterii sau scăderii durității, indicând carburarea sau decarburarea, respectiv.
8.9.1.2 Decarburarea este de obicei pierderea conținutului de carbon în stratul de suprafață al metalelor feroase (oțelurilor) produse industrial.
8.9.1.3 Decarburare parțială - decarburare cu pierderea de carbon într-o cantitate suficientă pentru a ușura martensita temperată și a reduce semnificativ duritatea în comparație cu duritatea metalului de bază adiacent; în același timp, boabele de ferită nu sunt vizibile în studiile metalografice.
8.9.1.4 Decarburare completă - decarburare cu pierderea de carbon într-o cantitate suficientă pentru a detecta granule de ferită clar pronunțate în timpul studiilor metalografice.
8.9.1.5 Carburare - o creștere a conținutului de carbon din stratul de suprafață într-o cantitate care depășește conținutul acestuia în metalul de bază.
8.9.2 Metode măsurători
8.9.2.1 Metodă cu folosind microscop
Această metodă vă permite să determinați parametrii E și G .
Specimenul de încercare este tăiat de-a lungul axei filetului la o distanță de jumătate din diametrul nominal (1/2 d ) de la capătul șurubului, șurubului sau știftului tratat termic. Pentru măcinare și lustruire, proba este montată într-un jig sau, de preferință, acoperită cu plastic.
După instalarea probei, este necesară măcinarea și lustruirea suprafeței acesteia în conformitate cu cerințele examinării metalografice.
Gravarea într-o soluție de 3% de nital (acid azotic concentrat în etanol) este de obicei utilizată pentru a detecta modificările microstructurii cauzate de decarburare.
Cu excepția cazului în care părțile interesate convin altfel, pentru a studia microstructura se folosește o mărire de o sută de ori.
Dacă microscopul are o sticlă mată, atunci adâncimea decarburării poate fi măsurată direct pe scară. Dacă un ocular este utilizat la măsurători, acesta trebuie să fie de tipul adecvat, echipat cu o vedere sau o scală.
8.9.2.2 Metodă măsurători duritate (metoda de arbitraj pentru decarburarea parțială).
Metoda de testare a durității poate fi utilizată numai pentru fire cu pas. R ≥ 1,25 mm.
Măsurările durității Vickers se efectuează în trei puncte, prezentată în figură 6. Valori E sunt prezentate în tabelul 13. Sarcina trebuie să fie de 300 g.

hv2 ≥ hv1—
30;
HV3 £ HV1+ 30;
1,2, 3 — puncte măsurători ; 4 — generatrix mijloc diametru sculpturi
Desen 6
— Măsurare duritate v Test pe decarburare
Tabelul 13 - Valori pentru H 1 și E
În milimetri
|
Pasul firului Ra, mm |
H 1 mm |
E min b, |
||
|
8.8, 9.8 |
10.9 |
12.9 |
||
|
0,5 |
0,307 |
0,154 |
0,205 |
0,230 |
|
0,6 |
0,368 |
0,184 |
0,245 |
0,276 |
|
0,7 |
0,429 |
0,215 |
0,286 |
0,322 |
|
0,8 |
0,491 |
0,245 |
0,327 |
0,368 |
|
1 |
0,613 |
0,307 |
0,409 |
0,460 |
|
1,25 |
0,767 |
0,384 |
0,511 |
0,575 |
|
1,5 |
0,920 |
0,460 |
0,613 |
0,690 |
|
1,75 |
1,074 |
0,537 |
0,716 |
0,806 |
|
2 |
1,227 |
0,614 |
0,818 |
0,920 |
|
2,5 |
1,534 |
0,767 |
1,023 |
1,151 |
|
3 |
1,840 |
0,920 |
1,227 |
1,380 |
|
3,5 |
2,147 |
1,074 |
1,431 |
1,610 |
|
4 |
2,454 |
1,227 |
1,636 |
1,841 |
|
4,5 |
2,761 |
1,381 |
1,841 |
2,071 |
|
5 |
3,670 |
1,835 |
2,447 |
2,752 |
|
si pentru R £ 1 b Valori calculate pe baza cerințelor |








Determinarea durității într-un punct 3 ar trebui să se efectueze pe generatoarea diametrului mediu al firului adiacent firului pe care s-au luat măsurători în puncte 1 și 2.
Valoarea durității Vickers la un moment dat 2 (HV 2 ) trebuie să fie cel puțin valoarea corespunzătoare la punctul respectiv 1 (HV 1 ) minus 30 de unități Vickers. În acest caz, înălțimea zonei nedecarburate E cel puțin corespunde valorii specificate în tabelul 13.
Valoarea durității Vickers la un moment dat 3 (HV 3 ) nu trebuie să fie mai mult decât valoarea corespunzătoare la punctul respectiv 1 (HN 1 ,), plus 30 de unități Vickers.
Această metodă de măsurare a durității nu permite detectarea unei zone de decarburare completă până la valoarea maximă specificată în tabelul 3.
9.3 Identificare
9.3.1 Șuruburi și șuruburi cu hex și in forma de stea cap
Șuruburile și șuruburile cu cap hexagonal și Torx (inclusiv produsele cu flanșă) trebuie marcate cu marca comercială a producătorului și cu clasa de rezistență, așa cum se arată în tabelul 14.
Această marcare este obligatorie pentru toate clasele de proprietăți și se aplică în partea de sus a capului cu caractere ridicate sau încastrate sau pe partea laterală a capului cu caractere încastrate (vezi Figura 7). Pentru șuruburi și șuruburi cu flanșe, marcajele trebuie făcute pe flanșă dacă în timpul producției nu este posibil să marcați vârful capului.
Marcarea este obligatorie pentru șuruburile și șuruburile cu cap hexagonal și stea cu diametrul filetului d ≥ 5 mm.
A Marfă semn producător .
b Clasă putere .
Desen 7
— Exemple de marcaje buloane și șuruburi cu hex și in forma de stea cap
9.3.2 Șuruburi cu hex și in forma de stea adâncirea v cap
Șuruburile cu „cheie” hexagonală și cu cap de soclu în formă de stea trebuie marcate cu marca comercială a producătorului și cu denumirea clasei de rezistență prezentate în tabelul 14.
Marcarea este obligatorie pentru clasele de proprietăți 8.8 și mai mari. Se recomandă aplicarea simbolurilor de marcare pe partea laterală a capului cu urme încastrate sau pe partea de sus a capului cu urme încastrate sau ridicate (vezi Figura 8).
Marcarea este obligatorie pentru șuruburile cu cap hexagonal și cu stea cu diametrul nominal al filetului d ≥ 5 mm.
Desen 8
— Exemple de marcaje șuruburi cu soclu hexagonal v cap
9.3.3 Șuruburi cu semicircular cap și pătrat tăblie
Șuruburile cu cap pătrat cu clasele de rezistență 8.8 și superioare trebuie marcate cu marca de identificare a producătorului și cu denumirea clasei de rezistență din tabelul 14.
Pentru șuruburi cu diametrul nominal d ≥ 5
marcarea mm este obligatorie. Ar trebui marcat pe cap cu urme încastrate sau ridicate (vezi Figura 9).
Desen 9
— Exemplu marcaje buloane cu semicircular cap și pătrat tăblie
9.3.4 Agrafe de păr
Stâlpi cu diametrul nominal al filetului d ≥ 5 mm din clasele de rezistență 5.6, 8.8 și mai mari trebuie marcate cu semne încastrate cu desemnarea clasei de rezistență în conformitate cu Tabelul 14 și marca comercială a producătorului pe secțiunea fără filet a știftului (vezi Figura 10).
Dacă nu este posibil să marcați știftul în zona nefilată, numai clasa de rezistență poate fi marcată la capătul piuliței știftului (vezi Figura 10). Pentru știfturi cu fixare fixă, utilizați marcaje pe capătul piuliței cu numai marca comercială a producătorului, dacă este posibil.
Desen
10 — Marcare crampoane
Este permisă utilizarea simbolurilor date în Tabelul 16 ca un marcaj alternativ al claselor de proprietăți.
Tabelul 16 - Simboluri alternative pentru marcarea știfturilor
|
Clasa de rezistență |
5.6 |
8.8 |
9.8 |
10.9 |
12.9 |
|
Simbol de marcare |
9.3.5 Alte tipuri buloane și șuruburi
Pentru marcarea altor tipuri de șuruburi și șuruburi, precum și a produselor speciale, de comun acord între părțile interesate, se pot utiliza aceleași metode de marcare descrise la 9.3.1 la 9.3.4.
8.6 Test de spălare la tracțiune pentru șuruburi și șuruburi de dimensiuni mari
Testul de tracțiune pe șaiba mamelonului este întins pe șuruburi cu un cap ascuns.
Încercarea la tracțiune a șaibei trebuie efectuată pe echipamentul de testare furnizat pentru testarea metalelor în tensiune în GOST 1497, folosind șaiba, așa cum se arată în Figura 3.
Distanța de la filetul șurubului la suprafața de contact a piuliței dispozitivului de prindere trebuie să fie de cel puțin 1d... O șaibă întărită, dimensionată conform tabelelor 10 și 11, este instalată sub capul șurubului sau șurubului. Testul de tracțiune se efectuează până la rupere
bolt.
Adh—in medierândpe11284 (cm. masa
10).
b—duritatenuMai puțin
45 HRC;
cu—razăsauteșit
45°
Desen 3
—Procespeoblicmașină de spălatfull-sizebuloane, șuruburi
Tabelul 10 - Testarea diametrelor găurilor de pe șaibă
În milimetri
|
Diametru nominal |
dhA |
r1 |
Diametru nominal |
dhA |
r1 |
|
3 |
3,4 |
0,7 |
20 |
22 |
1,3 |
|
3,5 |
3,9 |
0,7 |
22 |
24 |
1,6 |
|
4 |
4,5 |
0,7 |
24 |
26 |
1,6 |
|
5 |
5,5 |
0,7 |
27 |
30 |
1,6 |
|
6 |
6,6 |
0,7 |
30 |
33 |
1,6 |
|
7 |
7,6 |
0,8 |
33 |
36 |
1,6 |
|
8 |
9 |
0,8 |
36 |
39 |
1,6 |
|
10 |
11 |
0,8 |
39 |
42 |
1,6 |
|
12 |
13,5 |
0,8 |
42 |
45 |
1,6 |
|
14 |
15,5 |
1,3 |
45 |
48 |
1,6 |
|
16 |
17,5 |
1,3 |
48 |
52 |
1,6 |
|
18 |
20 |
1,3 |
|||
|
A |
Tabelul 11 - Șaibe unghiulare
|
Nominal |
Clase de forță pentru |
|||
|
șuruburi cu o secțiune a tijei netede ls> 2 d |
șuruburi și șuruburi |
|||
|
3.6, 4.6, 4.8, 5.6, 5.8, 8.8, 9.8, 10.9 |
6.8, 12.9 |
3.6, 4.6, 4.8, 5.6, 5.8, 8.8, 9.8, 10.9 |
6.8, 12.9 |
|
|
A±°30′ |
||||
|
d£ 20 |
10° |
6° |
6° |
4° |
|
20 d£ 48 |
6° |
4° |
4° |
4° |









Testul este considerat satisfăcător dacă ruptura are loc în miez sau în liber
secțiunea filetată a șurubului, nu acolo unde capul este conectat cu arborele. În acest caz, cerința impusă rezistenței mele minime la tracțiune (sau în proces
efectuarea testelor de tracțiune pe șaibă sau în procesul de efectuare a unei încercări de tracțiune suplimentare fără utilizarea șaibei) în conformitate cu valorile prevăzute pentru clasa de rezistență corespunzătoare.
Pentru șuruburi și șuruburi pe partea laterală a capului, testul este considerat satisfăcător dacă fractura are loc în secțiunea liberă a firului, chiar dacă în momentul ruperii se extinde în zona plăcii adaptorului de sub cap sau cap.
Pentru șuruburi din clasa de precizie Razăr1, trebuie calculat prin formula
r1 = rmax + 0,2
Under- raza canalului de trecere sub cap,
în care
UndedA-diametrul canalului de trecere;
ds- diametrul părții netede a tijei bolțului.
Pentru șuruburi și șuruburi cu o suprafață a capului cu diametru mare mai mare de 1,7 d, fără a rezista testelor de tracțiune pe șaibă, capul poate fi prelucrat la un diametru de 1,7 dși apoi aceste produse pot fi re-testate pentru testul de arsură a mamei, după cum se specifică în tabelul 11.
În plus, pentru șuruburi și șuruburi cu o suprafață a capului cu diametru mare mai mare de 1,9 d, unghiul șaibei egal cu 10 ° poate fi redus la 6 °.
Rezistența șuruburilor
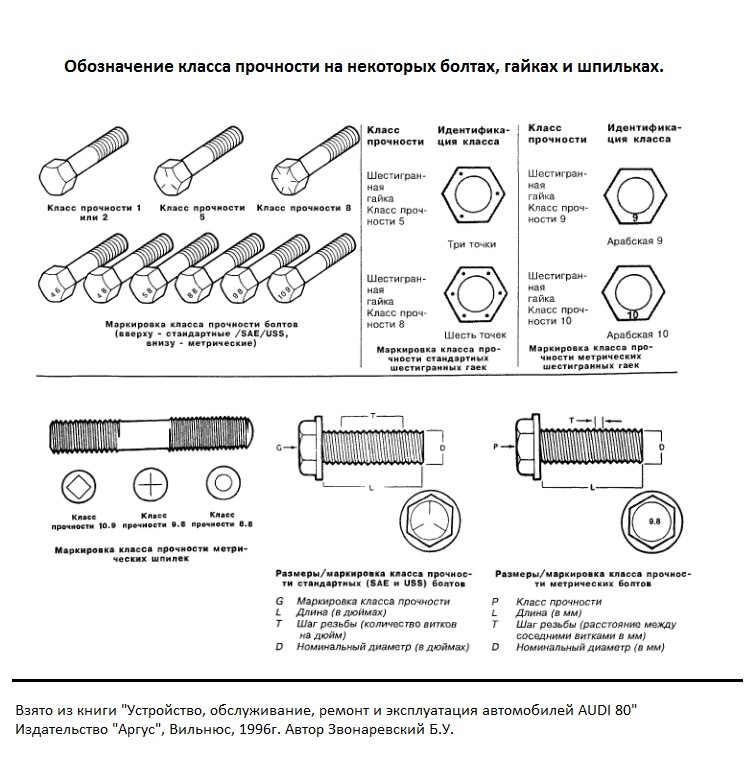
Toate șuruburile cu filete mai mari decât M6 trebuie marcate. Capul șurubului este marcat cu rezistența șuruburilor în conformitate cu GOST sau ISO, precum și cu designul lor. Dacă firul șurubului sau șurubului este mai mare de M6 și nu există nici o marcare pe cap, atunci utilizarea unui astfel de șurub ar trebui aruncată. Luați în considerare ce înseamnă clasa de rezistență a șuruburilor și cum este indicată direct pe cap.
Imaginea prezintă trei tipuri de marcaje. Rezistența șuruburilor 8.8 este cea mai comună. Șurubul are o clasă de rezistență de 10,9 și, prin urmare, este mai puternic decât 8,8. Un „X” pe capul unui șurub indică faptul că șurubul este întărit, de obicei aceasta este denumirea șuruburilor elicei. Există clase de rezistență a șuruburilor 3.6, 4.6, 4.8, 5.6, 5.8, 6.6, 6.8, 8.8, 9.8, 10.9, 12.9. Este posibil să lipsească perioada dintre numere.
Acum să vorbim despre ce înseamnă aceste numere. Prima cifră a marcajului este egală cu 0,01 rezistența la tracțiune a șurubului, pentru a înțelege rezistența finală, împărțim prima cifră la 0,01 și obținem rezistența la tracțiune în MPa. A doua cifră este 0,1 din raportul dintre rezistența la randul șurubului și rezistența la tracțiune. Dacă înmulțim numerele, iar rezultatul este înmulțit cu 10, atunci obținem puterea de randament în MPa. Să dăm un exemplu de decriptare. Puterea șurubului 12.9 este descifrată după cum urmează:
12 / 0,01 = 1200 (MPa) - rezistență la tracțiune.
12x10x9 = 1080 (MPa) - punct de randament.
Șuruburile de clasă de rezistență de până la 5,6 sunt utilizate cel mai adesea în producția de mobilier, restul sunt utilizate în construcții și inginerie mecanică. Mai mult, clasa de rezistență 10.9 și 12.9, datorită prețului ridicat, este utilizată la asamblarea unităților deosebit de critice.
În plus față de șuruburile cu cap hexagonal standard, se folosesc, de asemenea, șuruburi cu cap de soclu, șuruburi cu flanșă, șuruburi cu cap pătrat și altele. Amplasarea marcajelor pentru aceste șuruburi este diferită de șuruburile standard. Marcajele pot fi aplicate pe o suprafață cilindrică sau sub capul unui șurub.
Imaginea prezintă exemple de marcaje pe un șurub de cap pan (stânga) și un șurub cap de soclu (dreapta).
Există, de asemenea, șuruburi destinate utilizării în anumite ansambluri; acestea pot avea marcaje suplimentare. De exemplu, șuruburile pentru construcția de poduri pot fi marcate cu „ХЛ”, ceea ce înseamnă utilizarea permisă a șurubului la temperaturi de până la -65 0 С. Uneori, gradul de oțel utilizat la fabricare este indicat pe capetele șuruburilor.
Clasa de rezistență este indicată și pe știfturi, se aplică părții cilindrice, unde nu există filet, dar cu două diferențe semnificative: 1) Pe șuruburi, marcajul iese deasupra suprafeței, pe știfturi, dimpotrivă , marcajul merge mai adânc în material. 2) Știfturile sunt marcate începând cu clasa de rezistență 5.6. Pe diametre de știft mai mici de M12, uneori nu sunt marcate numerele, ci semne convenționale, fiecare dintre ele corespunzând unei clase de rezistență.
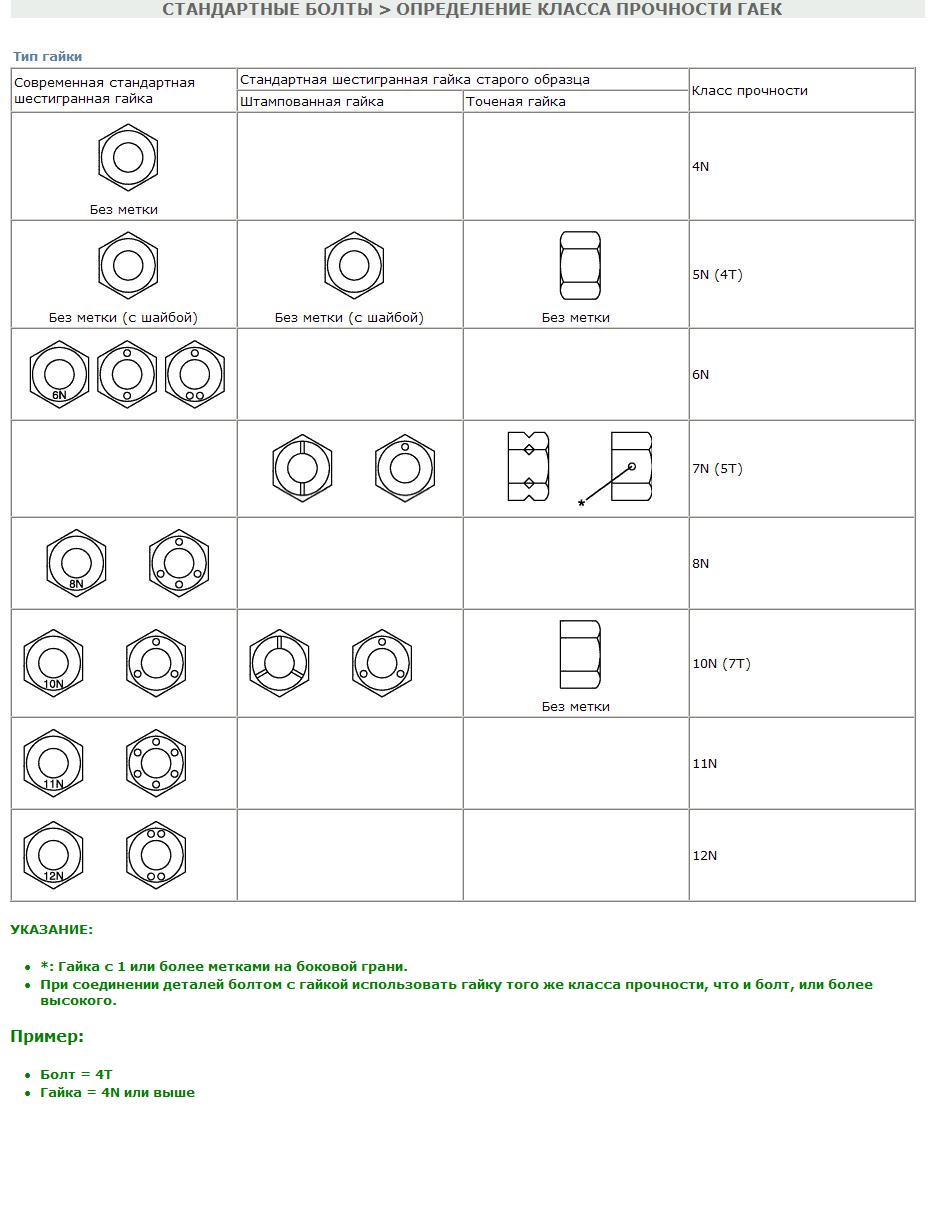
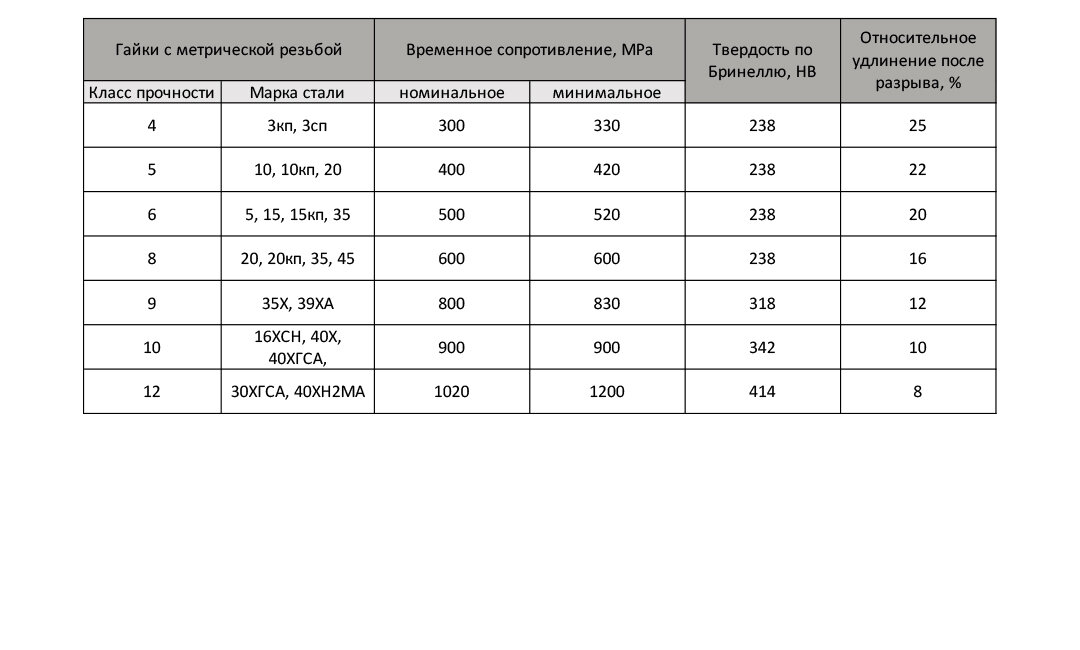
Nucile sunt marcate într-un mod ușor diferit. Când marcați o piuliță, țineți cont de raportul dintre înălțimea acesteia și diametrul firului. În funcție de raportul dintre înălțimea piuliței și diametrul, piulițele sunt împărțite în 5 tipuri: 1) Scăzut N / d mai mic de 0,8 2) Normal cu un raport între înălțime și diametrul filetului 0,8 3) Înalt cu un raport de 1,2 4) Extra mare cu un raport de 1, 5. 5) Ultra scăzut, de obicei nemarcat.
Pentru piulițele mici, există doar două clase de rezistență - 04 și 05. Pentru a calcula rezistența la tracțiune, pliați înapoi 0 și multiplicați cu 100. Obținem 400 și, respectiv, 500 MPa. Pe baza valorii obținute, ne uităm la ce clasă de rezistență a șuruburilor ar trebui utilizată piulița.
Piulițele normale, mari și extrem de mari au 7 clase de rezistență - 4, 5, 6, 8, 9, 10, 12. În mod similar, înmulțiți cu 100 și obțineți valoarea rezistenței la tracțiune. Prin urmare, o piuliță de gradul 8 este cel mai bine utilizată cu un șurub de 8,8. În astfel de cazuri, distribuția sarcinii în fir va fi uniformă.
Uneori există și alte marcaje de șuruburi, dar acest lucru este de obicei foarte rar.Marea majoritate a șuruburilor sunt marcate conform acestui principiu.
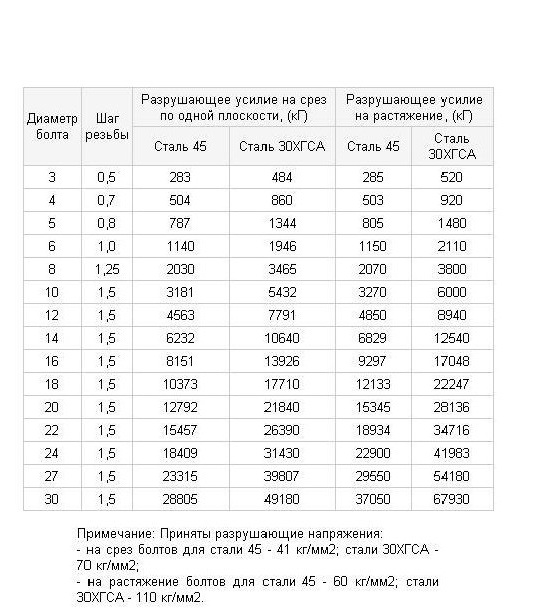
În articolul următor, vă voi arăta cum să calculați un șurub pentru tensiune, forfecare și forfecare.
Puneți întrebări, lăsați comentarii, împărtășiți impresiile dvs. despre articol!
4.2. Conexiuni de forfecare
4.2.1. Sub acțiunea longitudinalului
forța care trece prin centrul de greutate al articulației, distribuția acestei forțe între
șuruburile trebuie luate uniform. La acționarea asupra îndoirii articulare
momentul în care distribuția forțelor între șuruburi ar trebui luată proporțional
distanțe de la centrul de greutate al conexiunii la șurubul în cauză (la
diagramele triunghiulare ale distribuției forțelor între șuruburi, Fig. 2).
Orez. 2
4.2.2. Șuruburi de forfecare din
acțiunea simultană a forței longitudinale și a momentului de încovoiere, este necesară
verificați dacă efortul rezultat.
4.2.3. Estimat
forța (kN) care poate fi lovită de un bolț ar trebui determinată de
formule:
pe o tăietură -
Nbs = 0,1·Rbs·γb1·A·nb,(4)
a zdrobi -
Nbp
= 0,1·Rbp·γb1Γb2Γ(t)·Ab,(5)
Denumiri utilizate în formule (4, 5):
γb1 —
coeficientul condițiilor de muncă, luând în considerare non-simultaneitatea includerii șuruburilor în
care ar trebui luată conform tabelului. 4;
γb2 —
coeficientul de stare de lucru, luând în considerare distanța de-a lungul forței de la margine
element de centru cea mai apropiată gaură și între centrele găurilor, care
trebuie luat conform tabelului. 5;
A = nd2/4 - aria calculată, secțiunea transversală a tijei șurubului, cm2;
nb - număr
tăieturi calculate ale unui bolț;
γ(t) - coeficient,
luând în considerare grosimea elementelor conectate, determinată
(6)
t - cea mai mică grosime totală a elementelor eliminate în
O singura directie;
db —
diametrul nominal exterior al tijei șurubului, vezi.
Tabelul 4
|
caracteristica conexiunii |
Factorul de condiție |
|
Un bolț în calculele de forfecare și |
1,0 |
|
Multi-bolt în calcule de forfecare |
0,9 |
Tabelul 5
|
caracteristica conexiunii |
Factorul de condiție |
|
Single-bolt și multi-bolt in |
|
|
la 1,5d |
0,25 A/d+0,5 |
|
la A ≥ |
1,25 |
Notă. Distanţă b trebuie să existe mai multă distanță A pe
cel puțin 0,5d... In caz contrar
caz A = b-0,5d.
Eforturi estimate care
poate fi recepționat cu un șurub al unei conexiuni de forfecare cu mai multe șuruburi cu un singur plan
felie, sunt date în.
Eforturi estimate care pot fi
luată de un șurub M24 al unei conexiuni cu mai multe șuruburi pentru zdrobire (cu Rbp = 1,48·Run, a = 2d; b
= 2,5d), afișat în.
4.2.4. Cantitate n șuruburi în conexiune sub acțiunea unei forțe longitudinale N (kN) trebuie determinat de formulă
(7)
Unde Îb - cel mai mic efort calculat pentru un bolț Nbs și Nbpcalculat conform cerințelor acestor recomandări.
4.2.5. Conexiuni care apar în timpul funcționării
mișcarea zdrobirii fiecărui element și de la acțiunea sarcinilor standard ar trebui
defini:
a) la Nbp≤ Nbs - conform tabelului. 6.









|
Estimat |
Mișcări |
||||
|
1,0 |
1,1 |
1,2 |
1,3 |
1,4 |
|
|
0,94 Run |
1,0 |
0,8 |
0,75 |
0,7 |
0,65 |
|
1,17 Run |
1,75 |
1,4 |
1,1 |
0,9 |
0,75 |
|
1,48 Run |
3,0 |
2,4 |
2,0 |
1,6 |
1,35 |
|
1,58 Run |
3,5 |
2,8 |
2,3 |
1,9 |
1,6 |
Denumirile adoptate în tabel.
6:
Îașezare. —
forța care acționează asupra conexiunii din sarcinile proiectate;
Înorme... - atunci
la fel și din sarcinile standard.
Notă. La determinarea deplasărilor
zdrobirea fiecărui element conectat pentru valori intermediare K= Îașezare/Înorme
se permite interpolare liniară.
Este permis să iei valori
deplasări de forfecare ale fiecărui element conectat tu, din acțiunea sarcinilor normative este mai mică decât cea dată
în tabel. 6, în timp ce rezistența de proiectare a îmbinărilor cu un singur șurub la zdrobire
trebuie determinată de formulă
Rbp = K·f·Run,(8)
Unde f
- coeficient egal cu
f = 1,08×tu - la 0 u
≤ 0,8 mm, (9)
f = 0,57+0,4×tu-0,032×tu2 - la 0,8 tu≤ 3,8 mm (10)
Coeficient f în funcție de mișcarea prăbușirii fiecărei conexiuni a elementului tu dat în;
b) la NbsNbp- conform formulelor 9, 10 și conform; înlocuind în formula () Nbp
pe Nbs.
4.2.6. Forța elementelor slăbită
găurile din conexiunile de forfecare trebuie verificate ținând seama de complet
slăbirea secțiunilor transversale cu găuri.
Rezistența șuruburilor
Toate șuruburile cu filete mai mari decât M6 trebuie marcate. Capul șurubului este marcat cu rezistența șuruburilor în conformitate cu GOST sau ISO, precum și cu designul lor. Dacă firul șurubului sau șurubului este mai mare de M6 și nu există nici o marcare pe cap, atunci utilizarea unui astfel de șurub ar trebui aruncată. Luați în considerare ce înseamnă clasa de rezistență a șuruburilor și cum este indicată direct pe cap.

Imaginea prezintă trei tipuri de marcaje. Rezistența șuruburilor 8.8 este cea mai comună. Șurubul are o clasă de rezistență de 10,9 și, prin urmare, este mai puternic decât 8,8. Un „X” pe capul unui șurub indică faptul că șurubul este întărit, de obicei aceasta este denumirea șuruburilor elicei. Există clase de rezistență a șuruburilor 3.6, 4.6, 4.8, 5.6, 5.8, 6.6, 6.8, 8.8, 9.8, 10.9, 12.9. Este posibil să lipsească perioada dintre numere.
Acum să vorbim despre ce înseamnă aceste numere. Prima cifră a marcajului este egală cu 0,01 rezistența la tracțiune a șurubului, pentru a înțelege rezistența finală, împărțim prima cifră la 0,01 și obținem rezistența la tracțiune în MPa. A doua cifră este 0,1 din raportul dintre rezistența la randul șurubului și rezistența la tracțiune. Dacă înmulțim numerele, iar rezultatul este înmulțit cu 10, atunci obținem puterea de randament în MPa. Să dăm un exemplu de decriptare. Puterea șurubului 12.9 este descifrată după cum urmează:
12 / 0,01 = 1200 (MPa) - rezistență la tracțiune.
12x10x9 = 1080 (MPa) - punct de randament.
Șuruburile de clasă de rezistență de până la 5,6 sunt utilizate cel mai adesea în producția de mobilier, restul sunt utilizate în construcții și inginerie mecanică. Mai mult, clasa de rezistență 10.9 și 12.9, datorită prețului ridicat, este utilizată la asamblarea unităților deosebit de critice.
În plus față de șuruburile cu cap hexagonal standard, se folosesc, de asemenea, șuruburi cu cap de soclu, șuruburi cu flanșă, șuruburi cu cap pătrat și altele. Amplasarea marcajelor pentru aceste șuruburi este diferită de șuruburile standard. Marcajele pot fi aplicate pe o suprafață cilindrică sau sub capul unui șurub.
Imaginea prezintă exemple de marcaje pe un șurub de cap pan (stânga) și un șurub cap de soclu (dreapta).
Există, de asemenea, șuruburi destinate utilizării în anumite ansambluri; acestea pot avea marcaje suplimentare. De exemplu, șuruburile pentru construirea podurilor pot fi marcate cu „ХЛ”, ceea ce înseamnă utilizarea permisă a șurubului la temperaturi de până la -65C. Uneori, gradul de oțel utilizat la fabricare este indicat pe capetele șuruburilor.
Clasa de rezistență este indicată și pe știfturi, se aplică părții cilindrice, unde nu există filet, dar cu două diferențe semnificative: 1) Pe șuruburi, marcajul iese deasupra suprafeței, pe știfturi, dimpotrivă , marcajul merge mai adânc în material. 2) Știfturile sunt marcate începând cu clasa de rezistență 5.6. Pe diametre de știft mai mici de M12, uneori nu sunt marcate numerele, ci semne convenționale, fiecare dintre ele corespunzând unei clase de rezistență.
Nucile sunt marcate într-un mod ușor diferit. Când marcați o piuliță, țineți cont de raportul dintre înălțimea acesteia și diametrul firului. În funcție de raportul dintre înălțimea piuliței și diametrul, piulițele sunt împărțite în 5 tipuri: 1) Scăzut N / d mai mic de 0,8 2) Normal cu un raport între înălțime și diametrul filetului 0,8 3) Înalt cu un raport de 1,2 4) Extra mare cu un raport de 1, 5. 5) Ultra scăzut, de obicei nemarcat.
Pentru piulițele mici, există doar două clase de rezistență - 04 și 05. Pentru a calcula rezistența la tracțiune, pliați înapoi 0 și multiplicați cu 100. Obținem 400 și, respectiv, 500 MPa. Pe baza valorii obținute, ne uităm la ce clasă de rezistență a șuruburilor ar trebui utilizată piulița.
Piulițele normale, mari și extrem de mari au 7 clase de rezistență - 4, 5, 6, 8, 9, 10, 12. În mod similar, înmulțiți cu 100 și obțineți valoarea rezistenței la tracțiune. Prin urmare, o piuliță de gradul 8 este cel mai bine utilizată cu un șurub de 8,8. În astfel de cazuri, distribuția sarcinii în fir va fi uniformă.
Uneori există și alte marcaje de șuruburi, dar acest lucru este de obicei foarte rar.Marea majoritate a șuruburilor sunt marcate conform acestui principiu.
În articolul următor, vă voi arăta cum să calculați un șurub pentru tensiune, forfecare și forfecare.
Puneți întrebări, lăsați comentarii, împărtășiți impresiile dvs. despre articol!