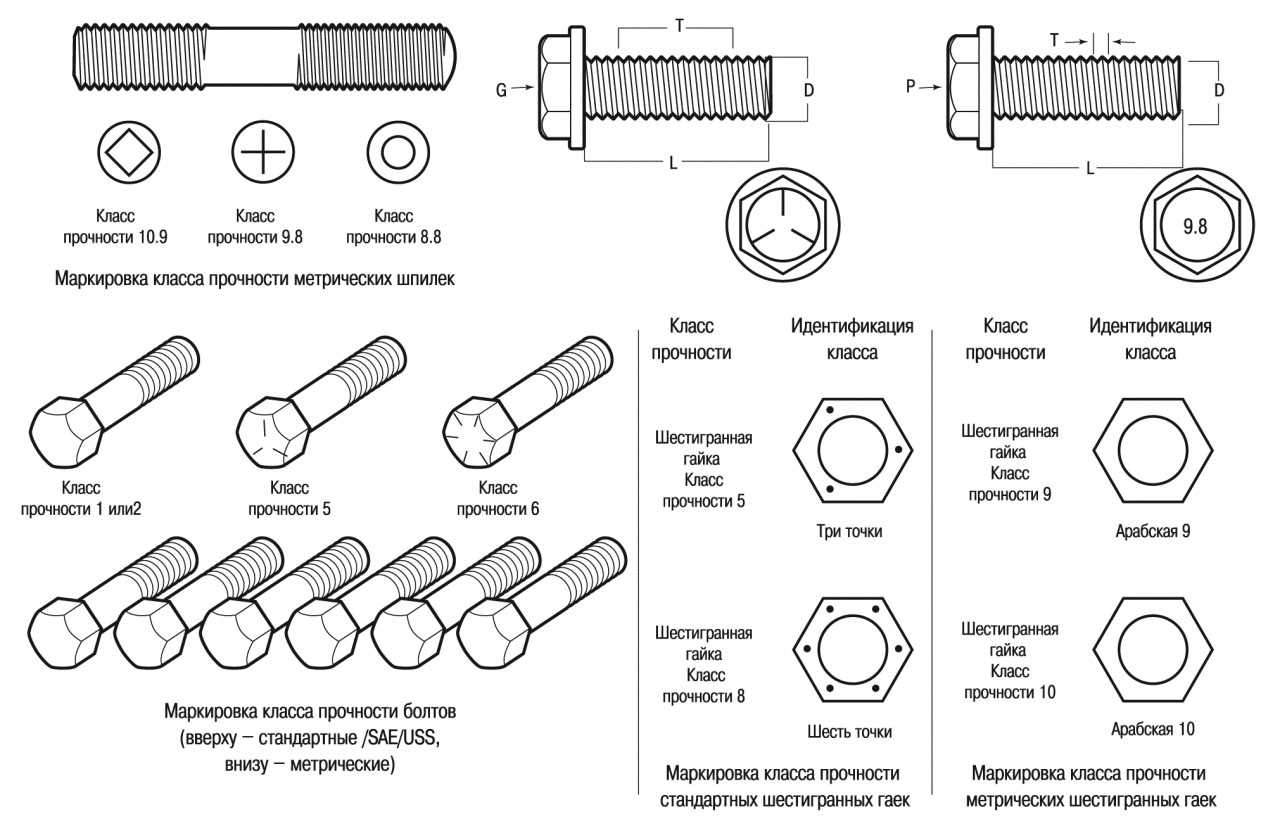
Desemnarea șuruburilor
Multă vreme, producătorii concurenți și-au folosit propriile standarde. Acest sistem a suferit o serie de modificări majore, după care toate părțile au început să corespundă anumitor parametri și sunt marcate în funcție de aceștia. Această prevedere a fost necesară într-o industrie în dezvoltare rapidă, în care lipsa standardelor a complicat procesul de producție.

În acest moment, există trei standarde unificate conform cărora marcajele sunt aplicate șuruburilor pentru ușurință în utilizare:
- GOST;
- ISO;
- DIN.
Schema de desemnare recomandată pentru șuruburi și șuruburi conform GOST este utilizată în țările CSI. Cerințele standardelor de calitate se aplică produselor alimentare, produselor manufacturate, îmbrăcămintei etc. ISO este un sistem metric internațional adoptat în 1964. În prezent, acest standard este utilizat în multe țări din întreaga lume. DIN este adoptat și utilizat în Germania. Acest sistem are mai multe standarde.
Descriere
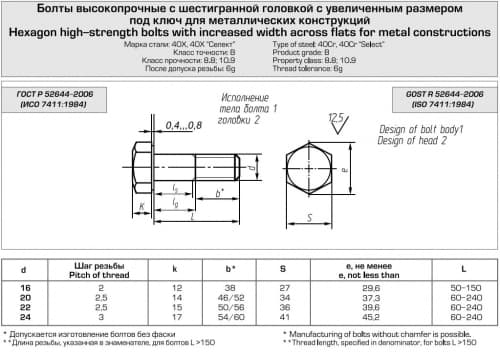
Pentru șuruburile de înaltă rezistență există un GOST 52644-2006 oficial valabil. Acest act standardizează:
-
dimensiunile șuruburilor;
-
lungimea firului unui astfel de element de fixare;
-
variații ale elementelor structurale și ale proiectelor;
-
coeficienți de răsucire;
-
greutatea teoretică a fiecărui produs.
Acestea sunt, de asemenea, acoperite de standardul DIN 6914. În mod implicit, acest produs are un cap hexagonal pentru o cheie. Este destinat îmbinărilor de oțel foarte solicitate. Diametrul dispozitivului de fixare poate fi de la M12 la M36. Mărimea lor variază de la 3 la 24 cm.
Astfel de șuruburi pot fi utilizate în ingineria mecanică, în construcția de motoare. Sunt utile și pentru zonele în care vibrațiile puternice sunt active; în cele din urmă, ele pot fi utilizate în construirea unor structuri de diferite tipuri. Cu toate acestea, cuplul corect de strângere joacă un rol important. O presiune prea mică duce adesea la distrugerea prematură a conexiunii, prea puternică poate deteriora elementele de fixare sau structurile care trebuie conectate.


5 Cum sunt tensionate șuruburile?
Forța de tensiune a VPB poate fi ajustată în mai multe moduri. Le enumerăm mai jos:
- După numărul de impacturi ale cheii.
- Prin tensiunea axială a elementului de fixare.
- Prin unghiul de rotație al piuliței.
- În momentul răsucirii.
Aici trebuie să știți că, indiferent de opțiunea de strângere pentru elementele de fixare de înaltă rezistență, este imperativ să folosiți șuruburi de legare. În stadiul inițial de tensiune, capul VPB trebuie ținut. Procesul în sine este realizat din partea cea mai grea a conexiunii sau din mijlocul acesteia. O cheie dinamometrică este utilizată pentru a strânge șurubul pentru o anumită cantitate de efort. Acest instrument vă permite să determinați în mod clar cuplul de strângere (coeficientul) conexiunii.
Procedura pentru strângerea conexiunii cu o cheie dinamometrică este după cum urmează:
- pachetul este strâns cu elemente de fixare;
- toate șuruburile (inclusiv șuruburile) sunt strânse la o forță dată;
- mufele sunt scos, în locul lor sunt montate VPB.
După aceea, elementele de fixare instalate sunt strânse la defecțiune cu o cheie. Șuruburile M24 sunt adesea strânse cu o cheie, care este calibrată prin rotirea piuliței printr-un anumit unghi. O astfel de unealtă permite obținerea unui cuplu de strângere de cel puțin 1600 Nm. Calibrarea dispozitivului pentru șuruburile M24 se efectuează înainte de a începe lucrul. Nutunnerul descris poate fi echipat cu capete conice înlocuibile. Sunt supraponderali. Drept urmare, este posibil să se reducă pierderile de putere datorate răsucirii. Greutatea mare a capetelor nu este singura lor caracteristică. În plus, acestea sunt în mod necesar supuse tratamentului termic. Mai mult, este realizat astfel încât dispozitivele înlocuibile să aibă o duritate pe scara HRC în intervalul 35-45 unități.
 Strângerea șuruburilor de înaltă rezistență
Strângerea șuruburilor de înaltă rezistență
Șuruburile M24 pot fi strânse nu cu o cheie, ci cu două simultan. Această tehnică face posibilă obținerea celui mai precis cuplu. Se folosește destul de des. În acest caz, prima cheie (numită cheie mică) creează un cuplu de cel mult 200 Nm. După aceea, luați al doilea instrument (mare). Și cu această cheie se realizează strângerea finală. Oferă un cuplu de 1600 Nm. Tensiunea șuruburilor de înaltă rezistență M20, M16, M30 și așa mai departe (toate cu excepția M24) se efectuează în majoritatea cazurilor cu o referire la forța axială. Operația se efectuează cu o cheie electrică sau pneumatică. Acesta trebuie tarat înainte de asamblarea structurii metalice.
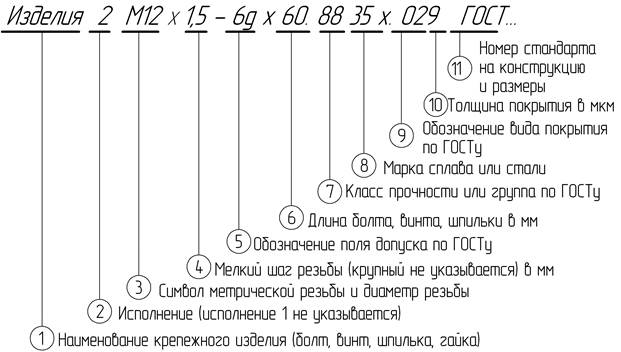

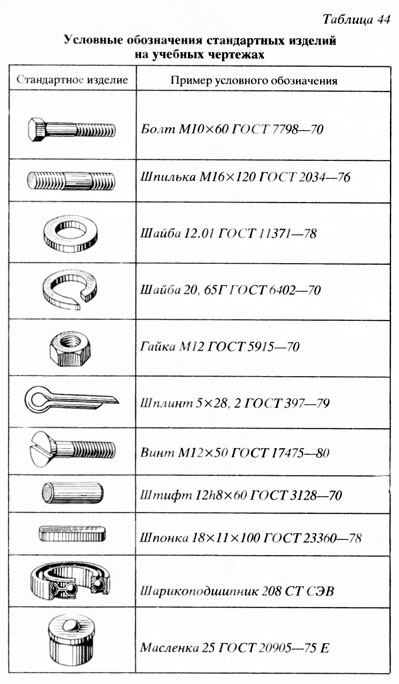
Produs 2M12x1.50LH-5gx50.66.A.047 GOST 7798-70
- Produs. În acest loc, ei scriu numele piesei: șurub, șurub, ac de păr etc.
- Clasa de calitate este dictată de GOST, prin urmare este posibil să nu fie specificată. Există trei clase - A, B și C, unde denumirea A indică cea mai mare precizie a piesei.
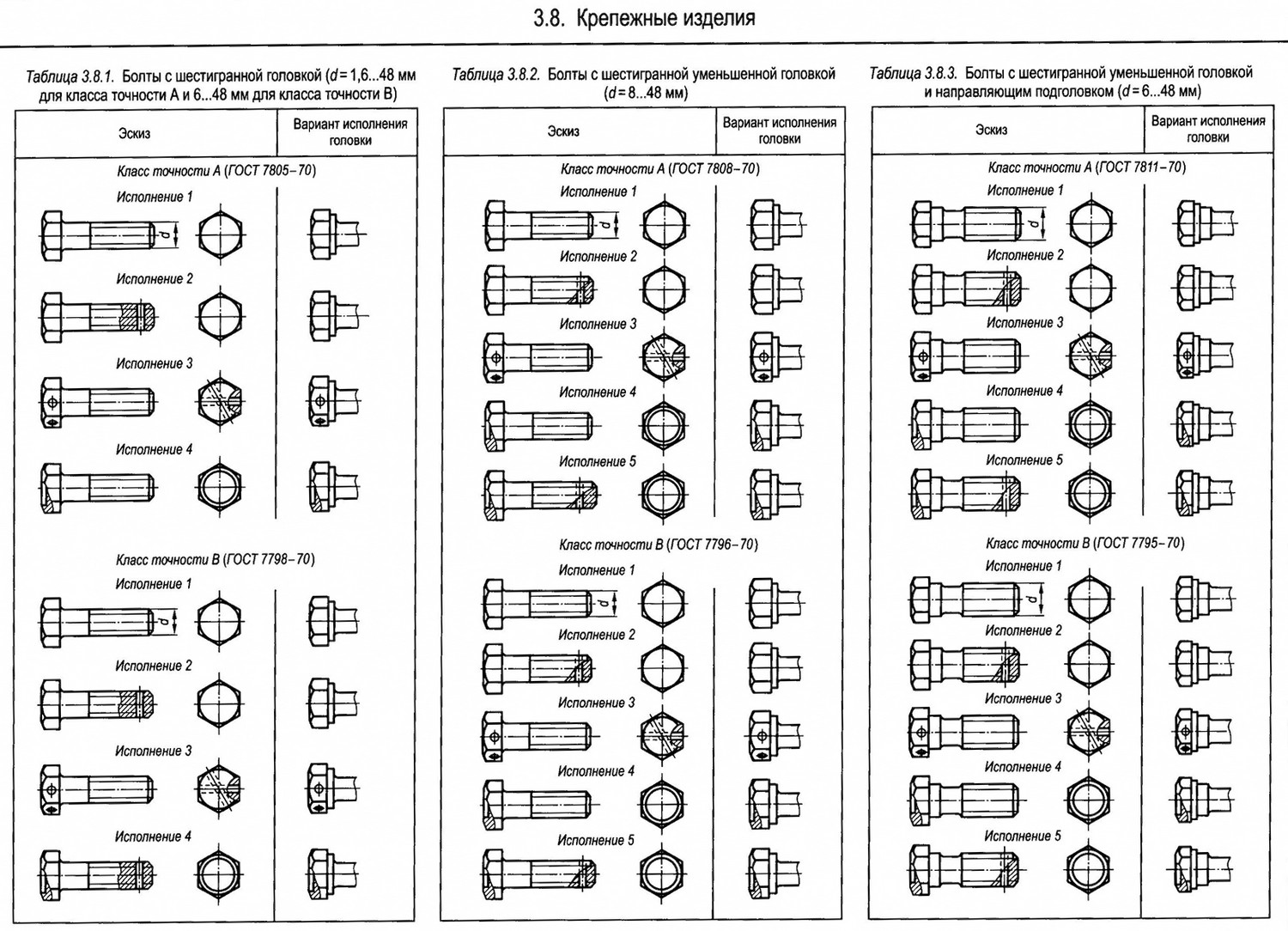
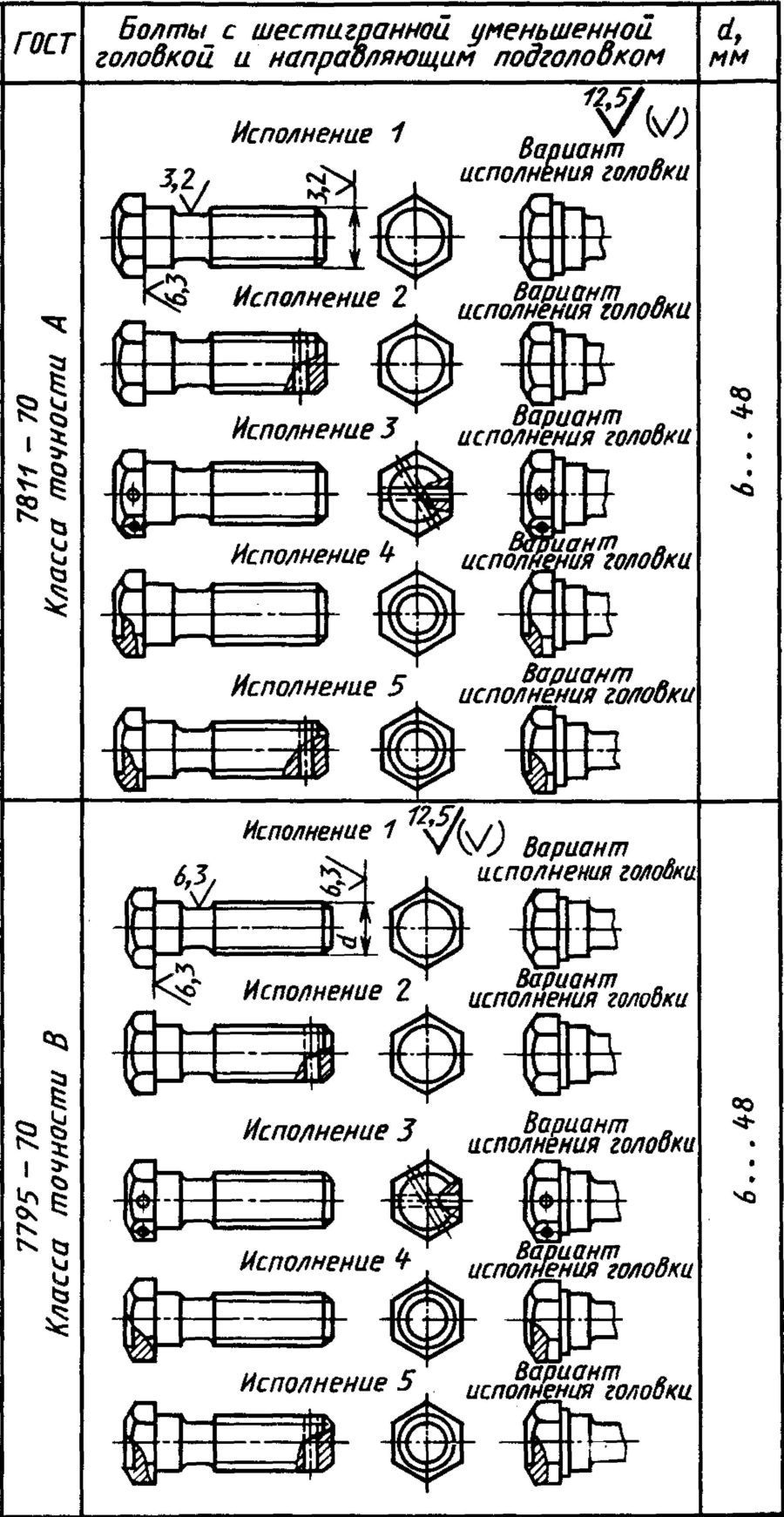
- Numărul 2 indică performanța. Există doar patru tipuri de performanță. Execuția 1 nu este specificată în mod implicit.
- M este desemnarea pentru tipul de fir. Este indicată prima literă a numelui său: metrică, conică sau trapezoidală.
- 12 - diametrul șurubului în milimetri.
- 1,5 - pasul filetului, nu poate fi specificat dacă este de bază pentru un filet cu un anumit diametru.
- LH - denumirea că acest șurub are un filet din stânga. Dacă produsul este realizat cu un fir principal (dreapta), atunci acest lucru nu va fi indicat.
- 5g indică ce grad de precizie a fost tăiat firul. Clasele pot fi numerotate de la 4 la 8, 4 fiind nota cea mai exactă.
- 50 - lungimea șurubului (denumire în milimetri).
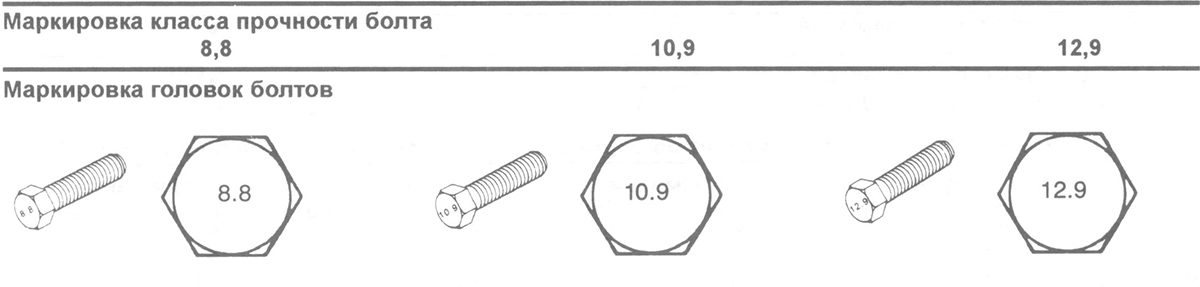
- 66 - clasa de rezistență a produsului. Pe capul șurubului, acești indicatori sunt așezați cu un punct între numere. Nu puneți un punct în legendă.
- A - caracteristica utilizată pentru fabricarea oțelului. În acest caz, se indică faptul că șurubul a fost turnat din oțel cu tăiere liberă. Litera C spune că piesa a fost realizată din oțel calm. Acest parametru caracterizează clasa de rezistență a șurubului. Aceasta înseamnă că clasa este mai mare de 8,8.
- 047 indică tipul de acoperire și grosimea acestuia pe produs. Există mai multe tipuri de acoperire - de la 01 la 13. În acest caz, tipul de acoperire este 04, iar grosimea sa este de 07 µm.

Simbolul elementelor de fixare a șuruburilor vă permite să îndepliniți cerințele pentru un anumit produs și să proiectați cât mai exact posibil. Respectarea standardelor de calitate este cheia pentru îndeplinirea cu succes a cerințelor proiectului. O notă conform căreia produsul este conform cu GOST vă permite să studiați proprietățile piesei în conformitate cu aceste documente și înseamnă conformitatea sa deplină cu standardele. Standardele GOST corespund altor sisteme unificate. Pentru a transfera de la un sistem la altul, este suficient să utilizați tabelul de conversie metrică.
2
Simbolul pentru hardware a apărut în URSS la începutul secolului trecut. În desemnarea completă, sunt indicați absolut toți parametrii, începând de la numele hardware-ului și clasa de rezistență a acestuia și terminând cu numărul standardului. Este format din 13 poziții. Numele produsului este indicat mai întâi, urmat de clasa de precizie. A treia poziție este ocupată de execuția produsului. În funcție de standardul de stat, acesta poate fi în 4 versiuni. Dacă se aplică versiunea 1, atunci nu este indicată. Produsele din versiunea 2 au o gaură pentru un știft de la capătul părții filetate și 3 - o pereche de găuri de trecere în cap. Versiunea hardware 4 nu are găuri suplimentare.
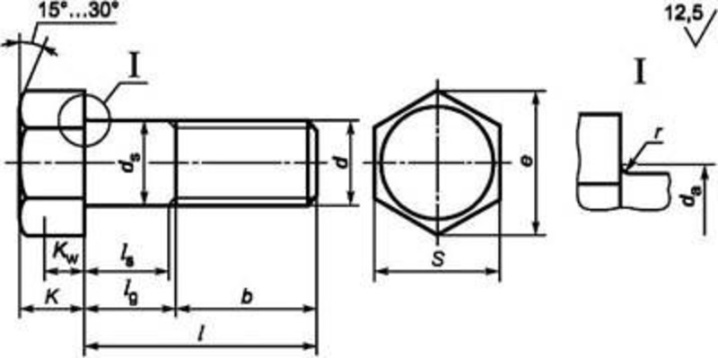
În desenele plasate în cărțile de referință, sunt marcați parametri precum lungimea, diametrul tijei și filetul pentru fiecare tip de feronerie. Mai departe în desemnare, sunt specificate diametrul nominal, pasul, direcția și toleranța filetului. A opta poziție este ocupată de lungimea produsului. Clasa de forță este indicată în spatele ei. Mai mult, în acest caz, valorile rezistenței finale nominale și ale punctului de randament nu pot fi delimitate de un punct.Următorul este o indicație a utilizării oțelului independent sau silențios. Aceasta este urmată de calitatea materialului. Ultimele două poziții sunt ocupate de informații de acoperire și de numărul standard al statului.
În ce diferență șuruburile de înaltă rezistență de șuruburile obișnuite?
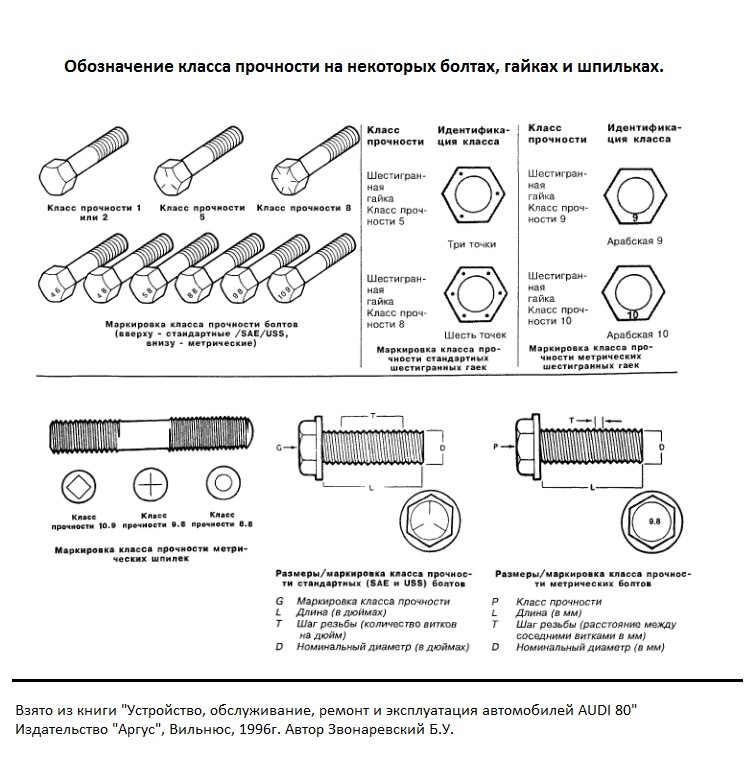
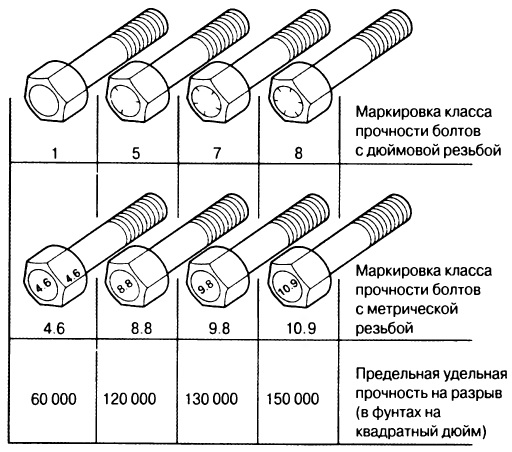
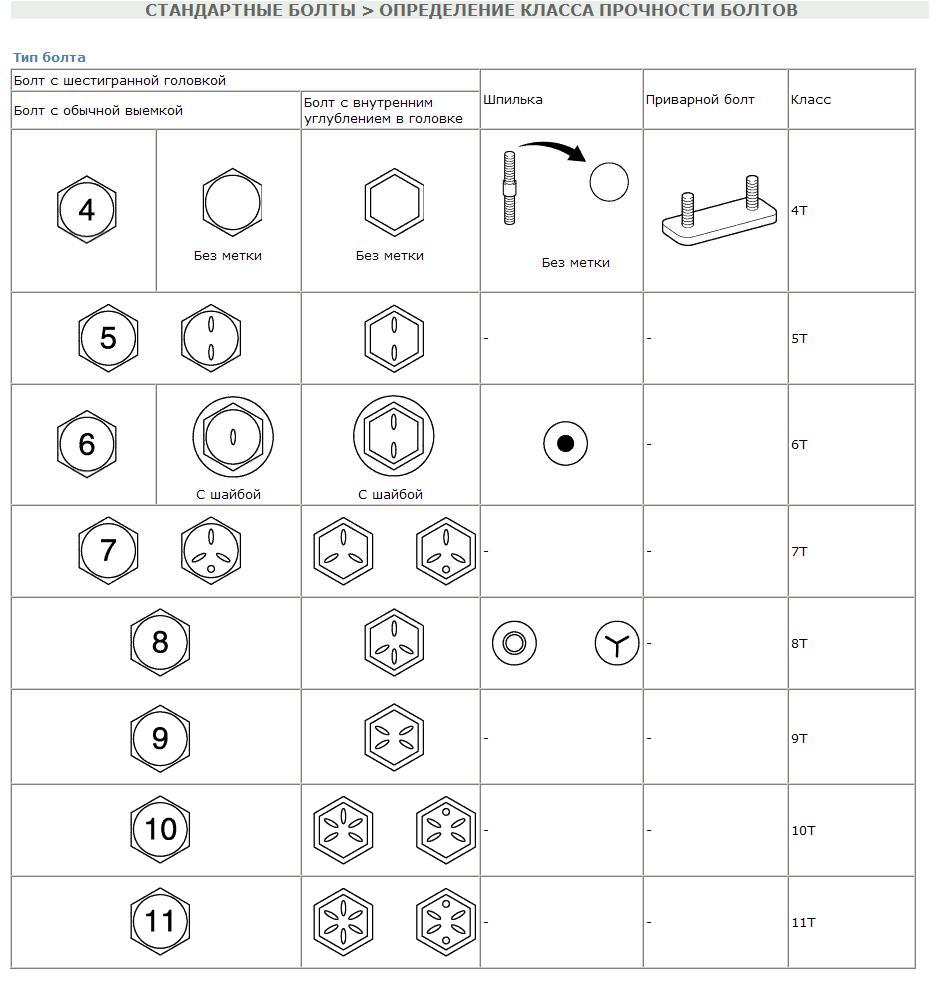
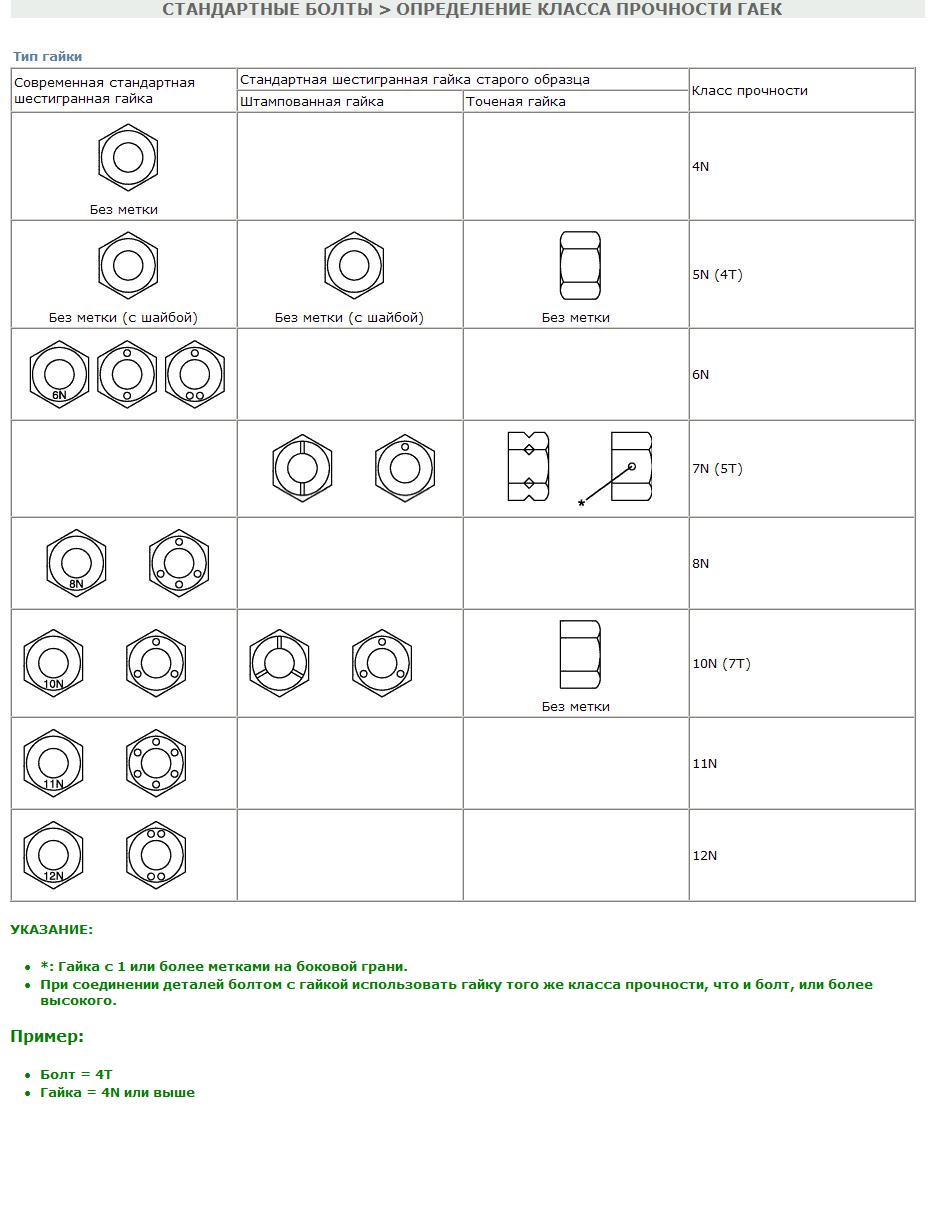
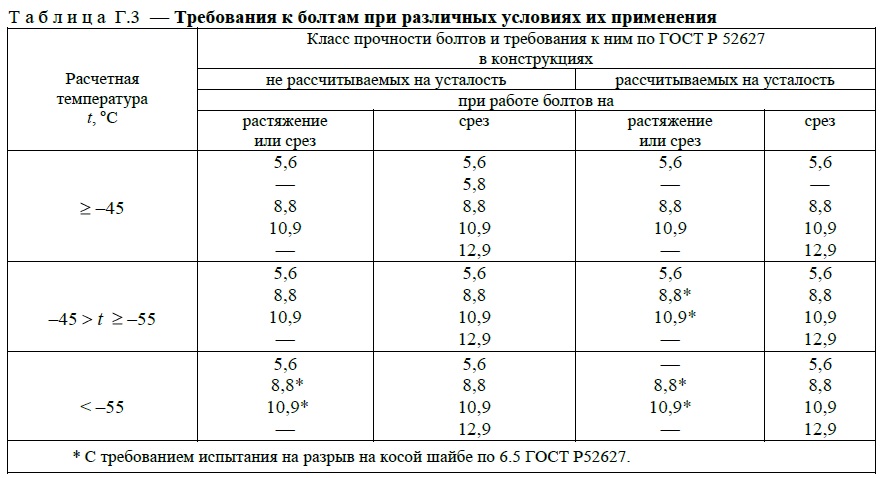
Toate elementele de fixare trebuie să respecte clasa de rezistență specificată în standardele actuale GOST. Există 11 categorii de marcare a clasei de rezistență. Numerele de marcare indică puterea. Înmulțind prima cifră cu 100 - obținem puterea supremă. Înmulțind a doua cifră cu 10 - obținem rezistența la tracțiune corelată a ratei dobânzii.
Șuruburile de înaltă rezistență sunt clasificate la clasa 9.8, 10 și peste. Principala diferență între șuruburile obișnuite și șuruburile cu clasa de rezistență maximă este caracteristica fizică și mecanică care permite elementelor de fixare să suporte o sarcină grea. Funcționarea șuruburilor de înaltă rezistență poate avea loc într-un climat dur (Marcarea „ХЛ”), la o temperatură medie rece (Marcarea „U”). Șuruburile sunt realizate cu filet m12 - m36.
4.5. Acceptarea și sigilarea conexiunilor supuse demontării complete a acestora
4.5.1. Indiferent de fel
tensiune, controlerul trebuie să facă în primul rând o examinare externă a tuturor
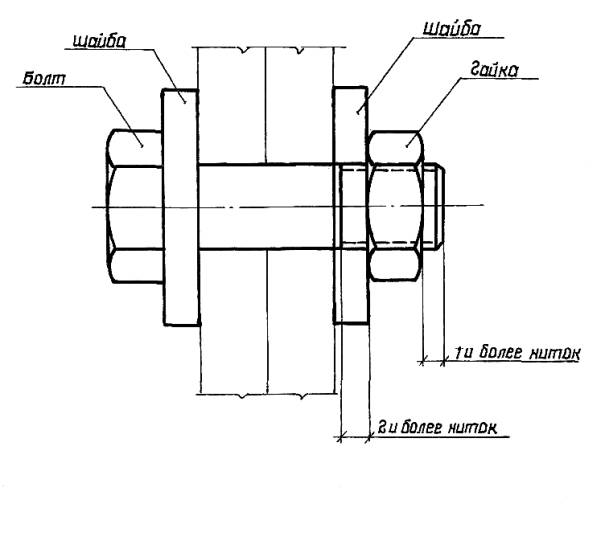
furnizați șuruburi de înaltă rezistență și asigurați-vă că toate șuruburile sunt
marcajele stabilite, șaibele sunt furnizate sub toate capetele și piulițele; difuzoare
în afara piuliței, părțile șuruburilor au cel puțin un fir deasupra piuliței și
două sub piuliță; unitatea asamblată poartă ștampila brigăzii care le-a efectuat
muncă ().
4.5.2. Numărul de șuruburi din unitate,
supus controlului este indicat în tabel. 3.
Tabelul 3
|
Cantitate |
Cantitate |
|
Inainte de |
100 |
|
6-20 |
5 |
|
21 |
nu |
4.5.3. Dacă rezultatele nu se potrivesc
controlul la cerințele clauzei 3.5.1. pentru cel puțin un bolț, dublu
numărul de șuruburi. Dacă în acest caz se găsește un șurub defect,
toate șuruburile unei conexiuni date sunt monitorizate.

Orez. 3
4.5.4. Controlați rezultatele
indiferent de metoda tensiunii trebuie înregistrată într-un jurnal special ().
4.5.5. Responsabilitate pentru
calitatea reglării șuruburilor este suportată de antreprenor.
4.5.6 Etanșeitatea șapei pachetelor
verificat cu un indicator de grosime. 0,3 mm împotriva șurubului strâns în zonă,
limitat de spălător. Sonda nu trebuie să treacă între părțile asamblate din zonă
limitat de spălător (în continuare spălător rezultat).
4.5.7. La fiecare conexiune de genul
de regulă, o marcă de bază se aplică echipei care a realizat conexiunea și persoanei
cine a făcut controlul. Numărul ștampilei este atribuit prin ordin pentru divizare,
a face legături. Dacă șuruburile sunt pregătite folosind metoda de epilare,
litera „P” se pune cu ștampila.
4.5.8. După acceptarea conexiunii
controler, toate îmbinările de-a lungul conturului trebuie amorsate. Dacă în proiect
obiectul nu are grad de grund, este permisă utilizarea grundurilor
FL-03K, GF-021 cu adaos de pigment uscat la o consistență care exclude
curgerea grundului în ambalaj.
4.5.9. Instrument de tensiune
boltirea și pregătirea suprafeței se adoptă conform
«Ghid de aplicare instrument set pentru punerea în scenă
șuruburi de înaltă rezistență ". MMSS URSS Moscova 1985 ().
1
Acest dispozitiv de fixare și-a găsit utilizarea pe scară largă. Este imposibil să ne imaginăm o zonă industrială care nu folosește șuruburi. Construcții, aviație, inginerie mecanică, construcții navale și doar viața de zi cu zi - în toate aceste domenii sunt de neînlocuit. Cu ajutorul lor, puteți obține o conexiune puternică, fiabilă și, foarte convenabilă, detașabilă. Acest dispozitiv de fixare este format din două părți - o tijă pe care se aplică firul și un cap. Cel mai adesea are o formă hexagonală.
Hardware-ul este clasificat în funcție de scopul, forma și rezistența produsului. Să ne oprim asupra conceptului de clasă de forță în detaliu.Această caracteristică determină proprietățile mecanice ale elementului de fixare. În total sunt 11 clase. Acestea sunt desemnate prin două numere, delimitate de un punct. Primul număr înmulțit cu 100 corespunde rezistenței temporare nominale. De exemplu, pentru elementele de fixare cu o clasă de precizie de 3,6, acesta este de 300 N / mm2. Și înmulțind următoarea cifră cu 10, aflăm puterea nominală a randamentului. Pentru șurubul de mai sus, acesta va fi de 60 N / mm2.
Șurub mobilier
Există altele speciale cu o clasă de rezistență de cel mult 5,8. Sunt utilizate în principal în industria construcțiilor și a mobilei. Dar plugurile și dispozitivele de fixare pentru drumuri pot avea deja o clasă de rezistență mai mare - 8,8. Primii și-au găsit aplicația în instalarea accesoriilor pentru mașini agricole. Cea mai înaltă clasă de rezistență (până la 12,9) o posedă produsele de inginerie mecanică, deoarece acestea sunt cele care sunt implicate în asamblarea structurilor critice.
Șuruburile sunt articulate în formă, fabricate în conformitate cu GOST 3033–78. Caracteristica lor este capul, realizat sub forma unei părți mobile a articulației articulate. Dar partea superioară a șurubului, cu caracteristicile pe care le puteți cunoaște mai detaliat, după ce ați studiat GOST 4751-73, este un inel. Aceste produse sunt relevante în special pentru instalarea instalațiilor, operațiunile de descărcare și încărcare, pentru remorcare. Și toate datorită designului unic. Tija șurubului este înșurubată în gaura de foraj și un cârlig poate fi agățat de inel, o frânghie poate fi legată.
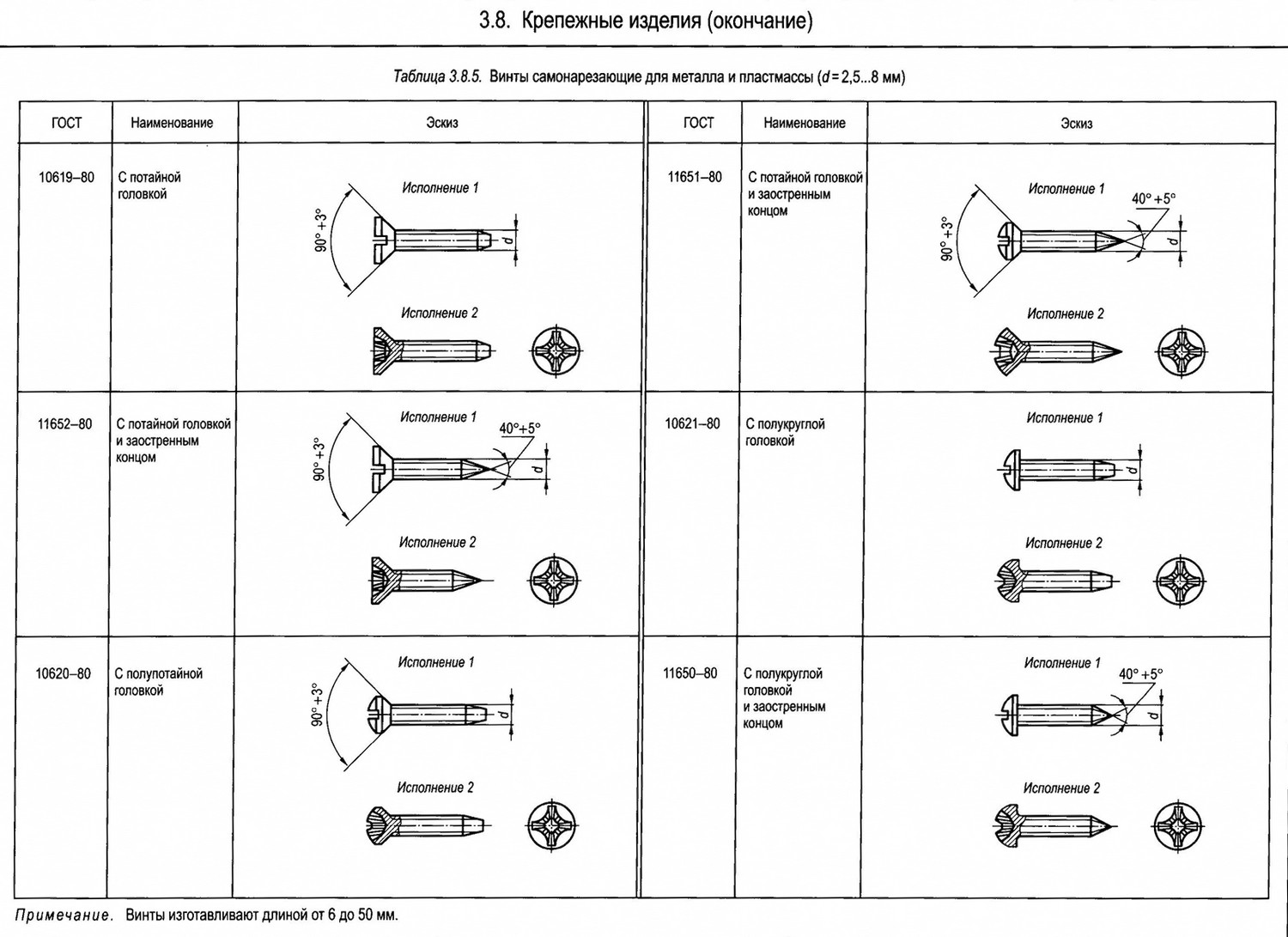
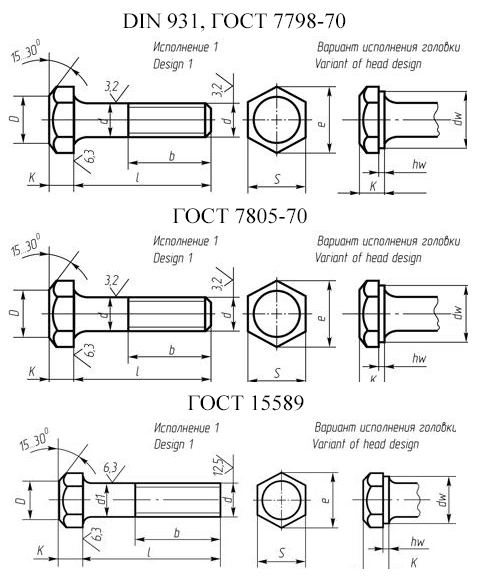
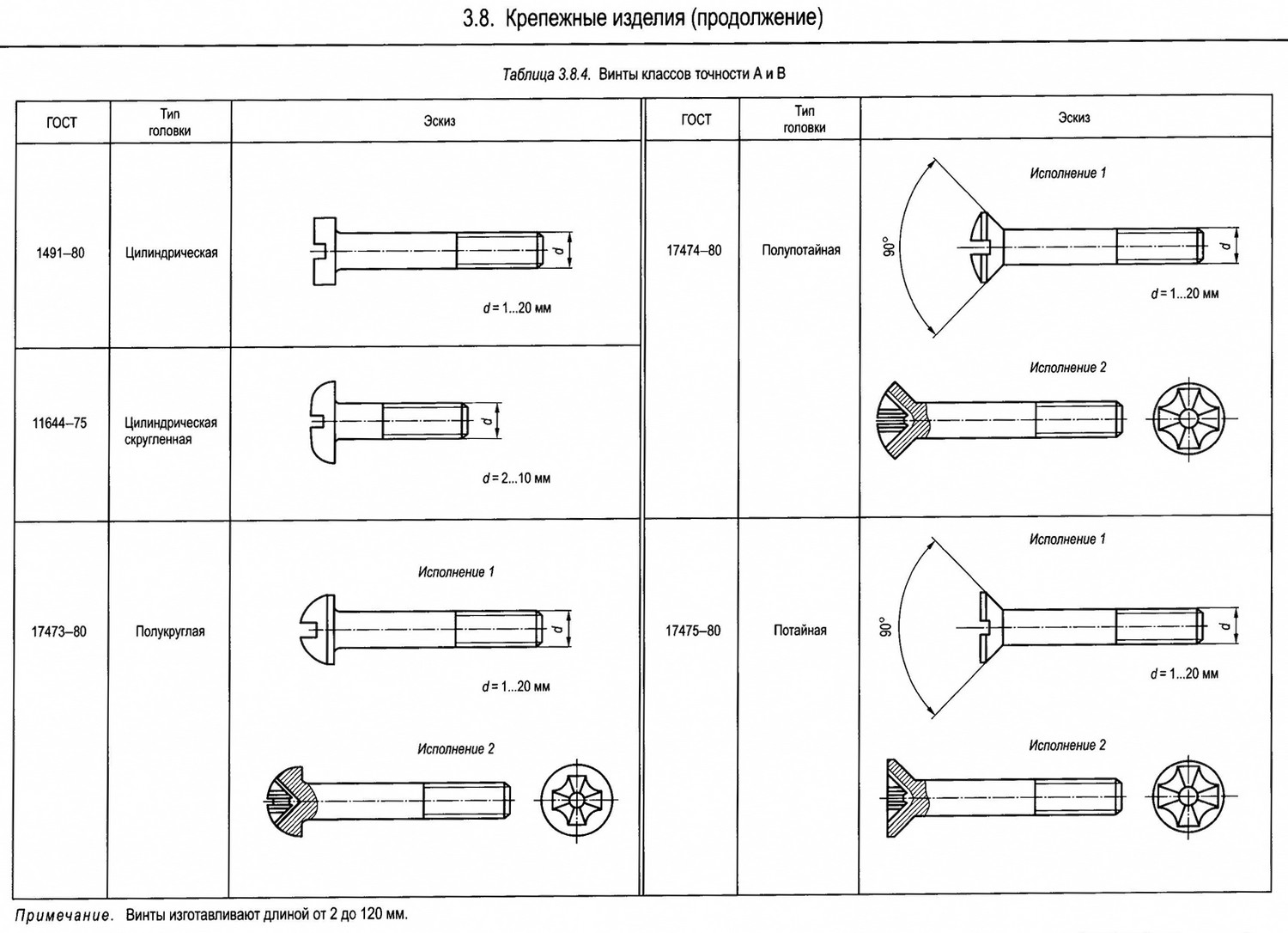
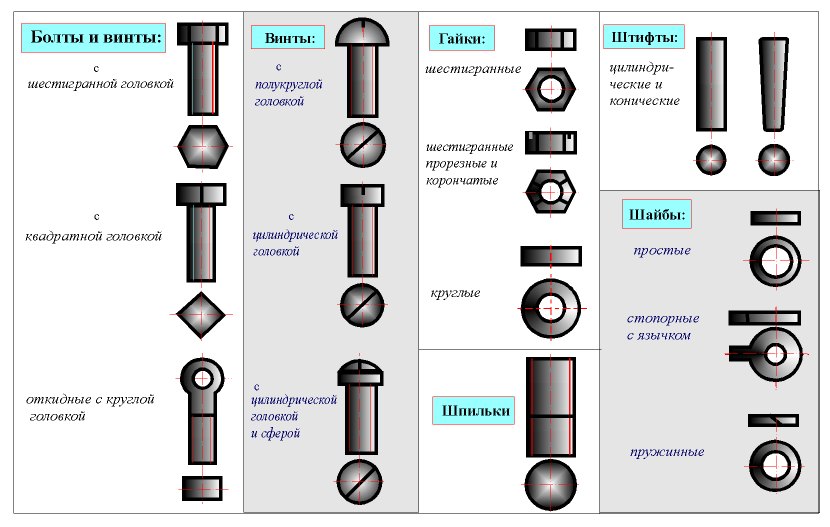
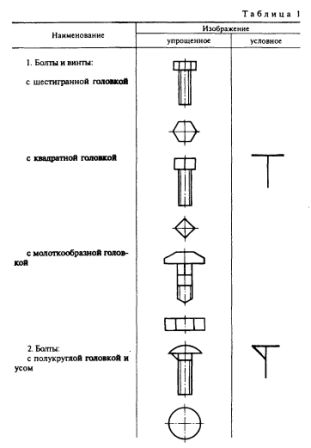
Capetele șuruburilor pot fi diferite. Cel mai comun poate fi pe bună dreptate numit hexagon, care se potrivește în mod ideal cu o cheie. Aceste produse sunt fabricate în conformitate cu cerințele specificate în GOST 7798.7817–80, 10602–94 și 18125–72. Dar există, de asemenea, hardware cu capete semicirculare și zimțate (GOST 7783-81, 7801-81, 7802-8 și 7785-81, 7786-81, 17673-81). De remarcat sunt produsele cu flanșă. Structural, acestea seamănă cu piesele standard, doar că au o flanșă suplimentară. Arată ca o piuliță obișnuită.
Decodarea numerelor
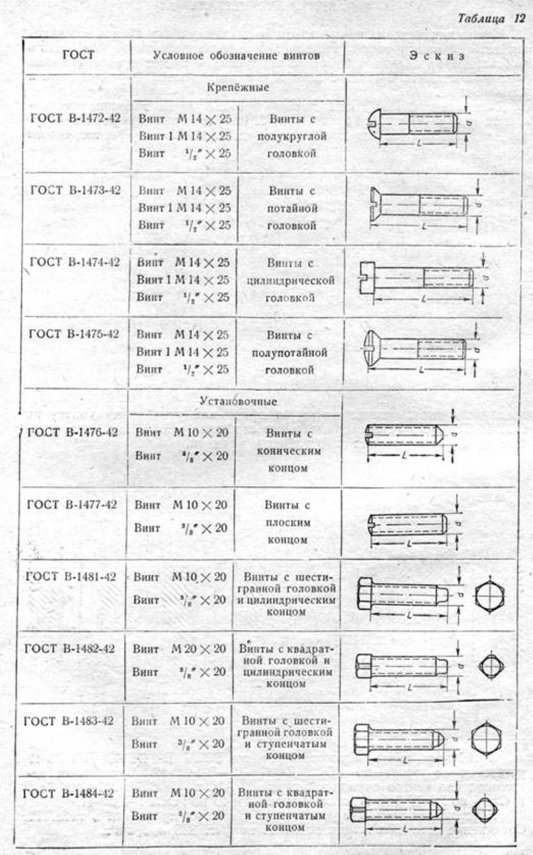
Marcajul cel mai complet al șuruburilor de montare este dat în tabel. Are atât o semnificație alfabetică, cât și una numerică, iar toate aceste simboluri sunt situate într-o ordine strict definită. Dacă indicați un astfel de marcaj în specificațiile unui proiect de construcție sau instalare, orice inginer poate înțelege cu ușurință ce hardware este în cauză și ce caracteristici au.
Ca exemplu ilustrativ, luați în considerare desemnarea hardware-ului, pentru care marcajul este situat pe cap: Bolt A3M12x1.50LH-4gx60.66. S. 097.
- Primul este numele produsului. Cuvântul „șurub” poate fi înlocuit cu numele unui alt produs, care este supus marcării.
- Litera A denotă clasa de precizie a produsului. În total, există 3 clase de precizie: A, B, C. A înseamnă că precizia șurubului este mare.
- Numărul 3 ne spune despre tipul de execuție a produsului. Conform standardelor, există 4 tipuri de execuție, dar tipul 1 nu este indicat în marcaj.
- Următoarea literă M informează despre ce tip de fir de pe tija șurubului. Tipul firului se distinge prin conic, metric sau trapezoidal. Litera M înseamnă metrică.
- Numărul 12 indică diametrul în milimetri la tija șurubului. Este de remarcat faptul că numai produsele din clasa A au marcajul M12.
- Numărul 1,50 oferă informații despre pasul la care este filetat șurubul. Dacă pasul filetului este standard pentru diametru, nu este indicat în marcaj.
- Literele LH indică faptul că șurubul are un fir de stânga. În cazul în care filetarea este făcută standard la dreapta, aceasta nu este afișată în marcaj.
- Denumirea 4g indică clasa de precizie. Firul este tăiat cu o precizie pe o scară de la 4 la 8. Cu cât indicatorul este mai mic, cu atât este mai precis firul de pe hardware.
- Numărul 60 indică lungimea șurubului. În acest exemplu, este de 60 mm.
- Numărul 66 vorbește despre forță. Acești parametri de duritate temporară sunt separați de lungime printr-un punct.
- Următoarea literă indică gradul de oțel aliat din care este fabricat șurubul. Litera C înseamnă că hardware-ul este fabricat din așa-numitul oțel calm. Dacă litera A ar fi în marcaj, ar însemna că oțelul este automat.
- Numerele 097 arată ce fel de acoperire are hardware-ul. În total, se disting 13 tipuri de acoperire, cu marcajul cu numărul 9 din feronerie zincată. Numărul 7 indică grosimea învelișului în microni, în cazul nostru grosimea învelișului galvanizat este de 7 microni.
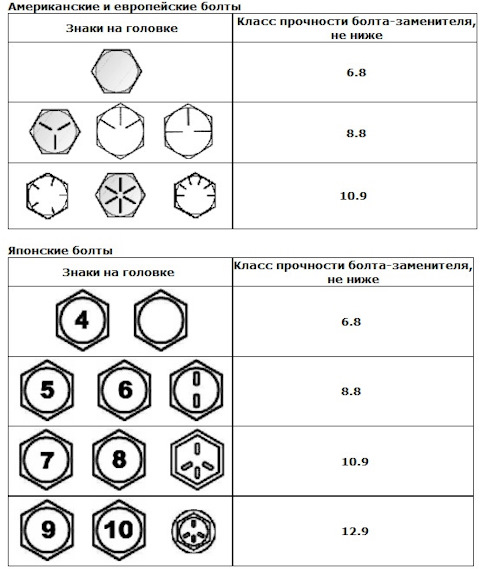
Cerințe uniforme pentru hardware și marcarea acestora, adoptate în țara noastră, fac posibilă selectarea cu precizie și rapiditate a elementelor de fixare. Pentru produsele de producție europeană sau americană, marcajul este diferit, deoarece dimensiunile sunt indicate în inci. Tabelele de conversie sunt folosite pentru a citi denumirile de inch.
Totul despre marcarea șuruburilor în videoclipul de mai jos.
2 Standarde pentru piulițe și șuruburi pe scurt
În prezent, toate conexiunile filetate sunt unificate conform standardelor internaționale și de stat (ISO, GOST, DIN). Nevoia unei astfel de unificări a fost evidentă de la început, dar nu toți producătorii de piulițe și șuruburi se străduiau să o facă. Era mai profitabil pentru ei să aibă propriile standarde de producție.

Primul sistem de unificare a fost inventat de Vitvoort în 1841 în Marea Britanie. Este folosit de britanici până în prezent. Se aplică, de asemenea, următoarele standarde de filet cu șurub:
- sistemul de sculptură american creat de Sellers în 1864;
- un sistem unificat (utilizat în țările vorbitoare de limbă engleză), bazat pe sistemele Sellers și Whitworth;
- DIN - sistem german (există standarde DIN EN, DIN ISO și altele);
- ISO este sistemul standard metric utilizat din 1964 în multe țări.
În anii 1970, ISO a fost actualizat de către Institutul Național SUA la ANSI / ISO. Acum ea este considerată cel mai comun standard pentru conexiunile filetate.
În Uniunea Sovietică și acum în Rusia și CSI, GOST-urile sunt mai des utilizate - standarde obligatorii de stat (interstatale).
Cum să strângeți și să deșurubați în mod corespunzător șurubul
Cel mai adesea, atunci când strângeți conexiunile cu șuruburi pe diferite structuri din gospodărie, se folosesc chei obișnuite - chei cu soclu, deschidere și inel. Cu toate acestea, în acest caz, este dificil să se determine cu exactitate cuplul de strângere, prin urmare, în atelierele de producție și reparații industriale, lăcătușii experimentați folosesc chei dinamometrice speciale sau chei pneumatice, al căror principal avantaj este capacitatea de a seta nivelul de strângere necesar, în funcție de tipul mecanismului.
Pentru a deșuruba șurubul, utilizați aceleași chei, dar în modele mai vechi, cel mai adesea șuruburile se „lipesc” puternic de piuliță din cauza coroziunii. Pentru deșurubarea în siguranță, sunt utilizate mai multe metode simple:
- utilizarea lubrifiantului penetrant WD-40 tip aerosol;
- bătând ușor șurubul ruginit cu un ciocan pentru a sparge rugina în profilul conexiunii filetate;
- rotind piulița ușor în direcția de strângere (doar câteva grade).
Domenii de utilizare
Au fost menționate deja mai multe domenii de utilizare pentru elementele de fixare foarte puternice. Dar poate fi folosit nu numai pentru structuri metalice în construcții și inginerie mecanică, așa cum se crede adesea. Aceste produse sunt, de asemenea, necesare pentru utilaje agricole și elemente de fixare a șinelor. Caracteristica principală este adecvarea pentru astfel de îmbinări de asamblare care sunt expuse la sarcini foarte grele și, prin urmare, nu pot fi utilizate metode standard de fixare. Astfel de elemente de fixare sunt solicitate chiar și în cele mai „grele” construcții - în construcția de poduri, tuneluri, turnuri înalte și turnuri.
Desigur, orice piese de șuruburi de înaltă rezistență trebuie să aibă o fiabilitate și o rezistență mecanică sporite. Toate conexiunile în care sunt utilizate astfel de elemente de fixare sunt clasificate în categoria rezistentă la forfecare. Când utilizați astfel de elemente de fixare, nu este nevoie să alezați sau să curățați găurile. Puteți înșuruba un șurub de înaltă rezistență nu numai în metal, ci și în beton armat.Separat, ar trebui spus despre șuruburile hexagonale.

Există, de asemenea, produse cu o înălțime redusă a capului (iar una dintre subspeciile lor este concepută pentru chei mici). Cu toate acestea, produsele cu hexagon intern sunt bune datorită:
-
mai multă comoditate;
-
putere crescută;
-
fiabilitate optimă.


4.2. Asamblarea conexiunilor pe șuruburi de înaltă rezistență atunci când este necesară demontarea completă a conexiunilor
Dacă este necesar, demontați complet
conexiunile trebuie îndepărtate din sarcina proiectată pe un dispozitiv special conceput
proiectați și restaurați nodul utilizând următoarea tehnologie:
4.2.1. Procesul tehnologic
asamblarea conexiunilor asigură:
- inspecția structurilor și verificarea
conformitatea acestora cu cerințele proiectului și capitolul SNiP III-18-75 (în ceea ce privește precizia structurilor de fabricație);
- alinierea găurilor și fixarea
în poziția de proiectare a elementelor și a pieselor de conectare folosind dopuri de montare
(10% din numărul găurilor, dar nu mai puțin de 2 buc.);
- instalare fără blocaje
găuri de șuruburi de înaltă rezistență;
- verificarea geometrică
dimensiunile structurilor asamblate;
- șapă strânsă a ambalajului;
- tensiunea furnizată
șuruburi de înaltă rezistență pentru forța furnizată de proiect;
- scoaterea dopurilor, instalarea
găurile eliberate ale șuruburilor de înaltă rezistență și tensiunea acestora la proiectare
eforturi.
4.2.2. Diferența de grosime
elemente suprapuse de suprapuneri, determinate înainte de plasarea suprapunerilor cu
folosind o riglă și un instrument de măsurare, nu trebuie să depășească 0,5 mm.
4.2.3. Cu o diferență de planuri
piese care trebuie îmbinate de la 0,5 la 3 mm pentru a asigura o îndoire lină a căptușelii
marginea părții proeminente trebuie netezită cu o piatră de smirghel la o distanță de până la
30 mm de tăierea piesei cu o pantă nu mai abruptă de 1:10. Cu o diferență de plan mai mare de 3
mm, trebuie folosite garnituri. Utilizarea garniturilor trebuie convenită
cu o organizație de proiectare.
4.2.4. Lungimile șuruburilor
sunt selectate în funcție de grosimea pachetului ().
4.2.5. La găurirea găurilor
la elementele cu suprafețe tratate, nu trebuie folosită răcirea
lichide care conțin ulei.
4.2.6. Ansamblul conexiunilor ar trebui să fie
produce direct pe șuruburi și dopuri de înaltă rezistență. Aplicarea altor șuruburi la
calitatea asamblării este interzisă.
4.2.7. Fiecare șurub
este instalat în legătură cu două șaibe de înaltă rezistență (una este plasată sub
capul șurubului, celălalt sub piuliță).
4.2.8. Nuci strânse
efort de proiectare, nimic nu este suplimentar fixat.
4.2.9. În momentul instalării
șuruburi de înaltă rezistență, piulițele ar trebui să fie libere (de mână) înșurubate pe filet.
În caz contrar, piulița sau șurubul ar trebui să fie înlocuite și să se respingă șuruburile și
trimite nuci pentru refacere.
Material
Puterea elementului de fixare este unul dintre cei mai importanți parametri care caracterizează hardware-ul. Rezistența fixării depinde direct de tipul de material din care este fabricat. În funcție de caracteristicile de rezistență, se selectează metalul pentru producție și modul de tratament termic al acestuia.
Cel mai frecvent, șuruburile standard sunt fabricate din oțel aliat și nealiat. Dar, în unele cazuri, acestea pot fi fabricate din alte metale, cum ar fi cuprul, aluminiul, care sunt utilizate în cazurile în care nu este necesar să se obțină o rezistență ridicată a elementului de fixare. Pentru confecționarea bijuteriilor, elementele de fixare pot fi fabricate din metale prețioase precum aurul, argintul și altele.
Foarte des, pentru a îmbunătăți caracteristicile tehnice ale hardware-ului, se folosește un strat special care protejează dispozitivul de fixare de influențele mediului (umiditate, apă, interval de temperatură, substanțe chimice).
Dintre cele mai comune acoperiri, se pot distinge următoarele soiuri:
- Zinc. Grosimea stratului de zinc poate varia în funcție de cerințe. Pentru șuruburile utilizate în aparatele de uz casnic, grosimea este de obicei mică. Dar pentru elementele de fixare industriale, de obicei este de până la 25 microni.
- Cadmatizat.Nu este un tip de șurub foarte obișnuit din cauza proprietăților toxice ale cadmiului. Prin urmare, acestea sunt utilizate în cazuri rare când acoperirea din alte materiale nu permite realizarea caracteristicilor de performanță dorite.
- Nichel. De obicei utilizat pentru elementele de fixare utilizate la fabricarea mobilierului. Nichelul crește doar caracteristicile decorative, practic nu modifică caracteristicile operaționale.
- Fosfatarea și oxidarea. Acestea sunt folosite pentru a crea un strat protector pe suprafața șuruburilor datorită oxidării metalului de bază.
- Zinc lamelar. Acestea sunt răspândite, deoarece pot crește durata de viață a elementelor de fixare de mai multe ori.
3 Conexiuni la VPB - prevederi cheie ale SNiP III-18-75
Sannorm-urile specificate descriu regulile pentru producerea structurilor metalice. Acoperă toate conexiunile cu șuruburi de înaltă rezistență existente:
- Cu feronerie de rulment. În ele, transferul forțelor de forfecare se realizează prin zdrobire, forfecare și frecare.
- Fricțional. În acest caz, forțele sunt transmise exclusiv prin frecare.
- Sudate cu șuruburi, nituite cu șuruburi și lipite cu șuruburi.
- Cu flanșă. Astfel de conexiuni cu șurub de înaltă rezistență sunt utilizate în structuri în care elementele de fixare funcționează numai în îndoire (flanșe flexibile) sau în tensiune (flanșe rigide).
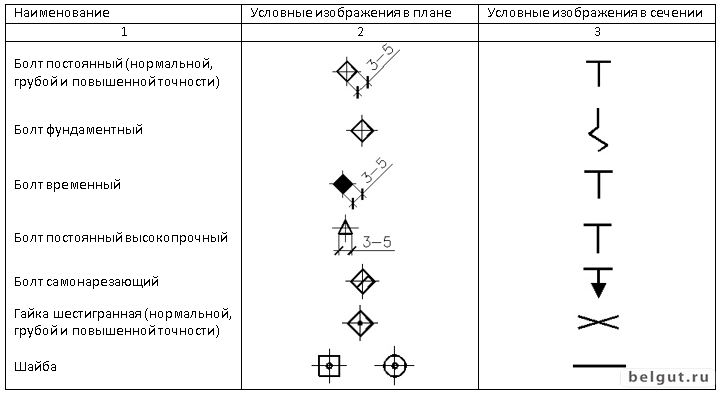
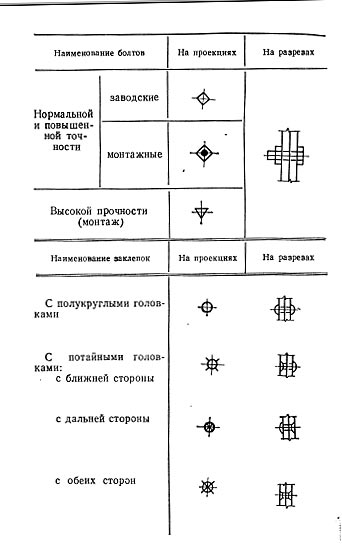
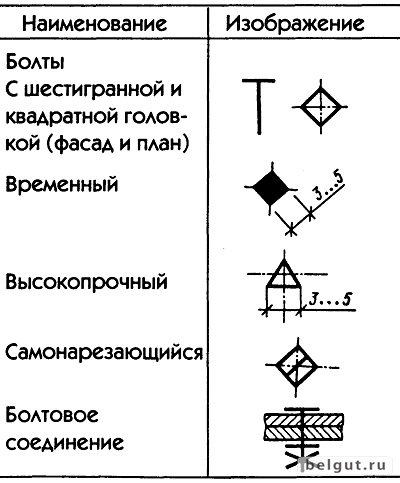
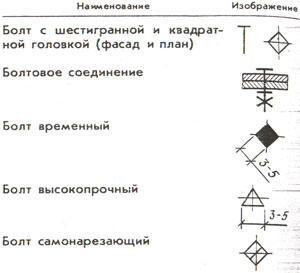
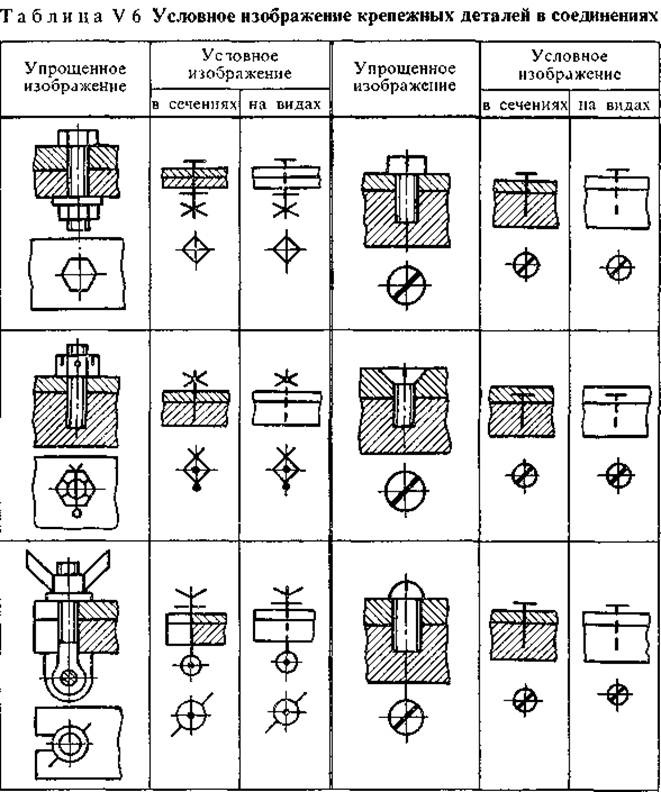
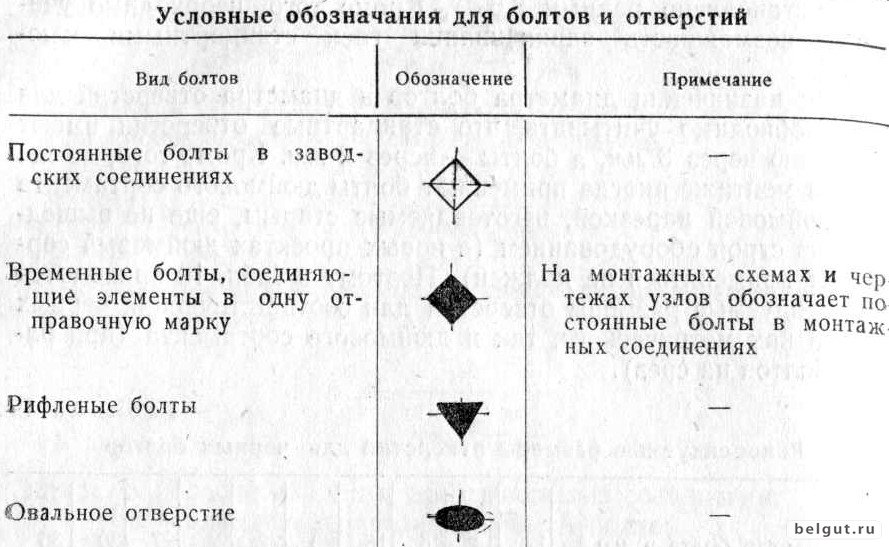
În mod separat, observăm că orice conexiune de frecare este proiectată conform standardelor speciale. Acestea sunt prezentate în SNiP II-B.3-72. Alte tipuri de conexiuni sunt dezvoltate în conformitate cu specificațiile tehnice ale unui producător specific de lucru. Ele pot fi diferite. Toate conexiunile cu șuruburi au denumirea lor proprie în desene. A rămas neschimbată din 1968, când a fost pus în aplicare Standardul de stat 2.315.
 Fixarea șuruburilor de înaltă rezistență
Fixarea șuruburilor de înaltă rezistență
Desemnarea VPB cu o conexiune de frecare are forma unui triunghi obișnuit. În desenele structurilor metalice, care sunt asamblate folosind VPB, sunt indicate metodele de găurire și secțiunile lor nominale, precum și tipul de conexiune. Aceste date sunt prezente în primul rând. În plus, desenele SNiP necesită indicarea următoarelor caracteristici:
- calitatea aliajului din care sunt fabricate șuruburile (40X Select sau alte oțeluri), precum și GOST pentru fabricarea acestora din urmă;
- forța axială și metoda de tensionare a VPB;
- coeficient de frecare;
- opțiune de procesare pentru contactarea pieselor;
- specificarea șuruburilor, șaibelor și piulițelor;
- coeficient de rezistență (temporar) la ruperea elementelor de fixare.
SNiP a propus cerințe speciale pentru părțile de trimitere ale structurilor metalice, care sunt conectate prin șuruburile luate în considerare în articol. Acestea sunt de obicei asamblate în dispozitive concepute pentru acest lucru (cel mai adesea în conductoare) cu cleme de fixare. Găurile pentru montarea hardware-ului sunt găurite pentru secțiunea de proiectare a VPB (este indicată pe desene). Diametrele găurilor sunt selectate ținând cont de condițiile de funcționare ale structurii
De asemenea, în acest caz, se ia în considerare coeficientul de stabilitate la forfecare a structurilor.
Concluzie
Pentru elementele de fixare, GOST 27017-86 stabilește terminologia pentru diferite forme de proiectare. Nomenclatura elementelor de fixare stabilite de standard este obligatorie pentru utilizare în toate tipurile de documentație și literatură care utilizează aceste standarde. Cu toate acestea, definițiile diferitelor tipuri de elemente de fixare stabilite de GOST sunt permise să fie completate prin introducerea semnelor derivate și a caracteristicilor elementelor de fixare în acestea, dezvăluind semnificația termenilor folosiți în acestea, indicând obiectele incluse în domeniul de aplicare al conceptului definit.
Bibliografie
- Iosilevich GB, Stroganov GB, Sharlovsky Yu. V. Strângerea și blocarea conexiunilor filetate .. - M .: Mashinostroenie, 1985. - 224 p.
- Gould D., Mikich M. Zonele de contact și distribuția presiunii în îmbinările cu șurub // Proiectarea și tehnologia ingineriei mecanice. 1972. Nr. 3 ... - P. 99.
- Retscher F. Piese mașină: în 2 volume .. - M .: Gosmashmetizdat. 1933-1934
Accesând această pagină, acceptați automat